

In many industrial processes, chemical solvents are an expensive necessity. They are used to dissolve compounds, control reactions, and support various manufacturing processes across chemical, pharmaceutical, coating, battery, and energy industries.
Traditionally, once solvents became contaminated, they were treated as solvent waste. Facilities paid first to purchase fresh solvents and then again to handle disposal costs as hazardous waste. Rising solvent costs, stricter environmental regulations, and increasing waste disposal costs have made this approach unsustainable.
This guide explains what solvent recovery is and how the solvent recovery process works in real industrial environments. It focuses on distillation as the core separation technology behind most solvent recovery systems and explains why recovering and reusing solvents has become essential for cost control, waste reduction, and operational efficiency.
What is Solvent Recovery?

Solvent recovery is the process of reclaiming usable solvents from waste solvent streams generated during industrial processes. Instead of treating spent or contaminated solvents as hazardous waste, the solvent recovery process separates the solvent from impurities and other contaminants.
The main goal of a recovery system is to recycle solvents back to their original form or near-original purity. Once recovered, the solvent can be reintroduced into the production process.
In industrial practice, solvent recovery is widely applied to organic solvents used in liquid form. Common examples include ethanol, acetone, toluene, methanol, and other volatile solvents with well-defined boiling points. These solvents are suitable for recovery because they can be effectively separated using distillation-based separation processes.
Why Solvent Recovery Is Important for Industrial Plants
Solvent recovery processes can play an important role in many aspects of a plant.
Cost Reduction
In many industrial processes, solvents represent a significant portion of raw material costs. Recovering and reusing solvents therefore has a direct impact on cost structure and profit margins. Frequent replacement quickly increases expenses. Through solvent recovery, valuable solvents are reclaimed and returned to the production cycle. Each recovered solvent reduces the need to purchase virgin material. Over time, this solvent reuse delivers measurable cost savings, lowers solvent costs, and improves overall profitability. Reduced purchasing and lower disposal costs together decrease total operational costs.
Hazardous Waste Reduction
Without recovery, spent solvents become solvent waste that must be treated as hazardous waste. Large volumes of waste solvent streams increase handling complexity and waste disposal costs. By applying an efficient solvent recovery process, usable solvents are separated from contaminants instead of discarded. This recovery approach minimizes hazardous waste generated, supports waste reduction, and enables safer disposal practices. Less waste also means a smaller environmental footprint for the facility.
Regulatory Compliance and VOC Control
Many organic solvent operations produce air emissions and volatile organic compounds. Strict environmental regulations require facilities to control these releases. Properly designed solvent recovery systems capture and recover solvents before they escape to the atmosphere.
As a result, plants improve regulatory compliance, reduce environmental impact, and strengthen workplace safety. Recovery therefore becomes both a technical solution and a compliance strategy.
Process Stability and Operational Efficiency
Consistent solvent quality supports stable manufacturing processes. Clean, recovered solvents in liquid form can be reused in the same production process or other industrial applications. This reduces variability and improves separation efficiency across the system. Modern solvent recovery units also integrate heat and energy management, which helps lower energy consumption. For many facilities, solvent recovery is no longer optional. It is an essential part of reliable, efficient industrial processes.
How Does the Solvent Recovery Process Work?
The solvent recovery process in industrial plants is primarily based on distillation technology. Most solvent recovery systems rely on distillation because it provides effective separation. The process works by separating solvents from contaminants based on differences in boiling points. This principle makes distillation the core technology behind solvent recovery in many industrial applications.
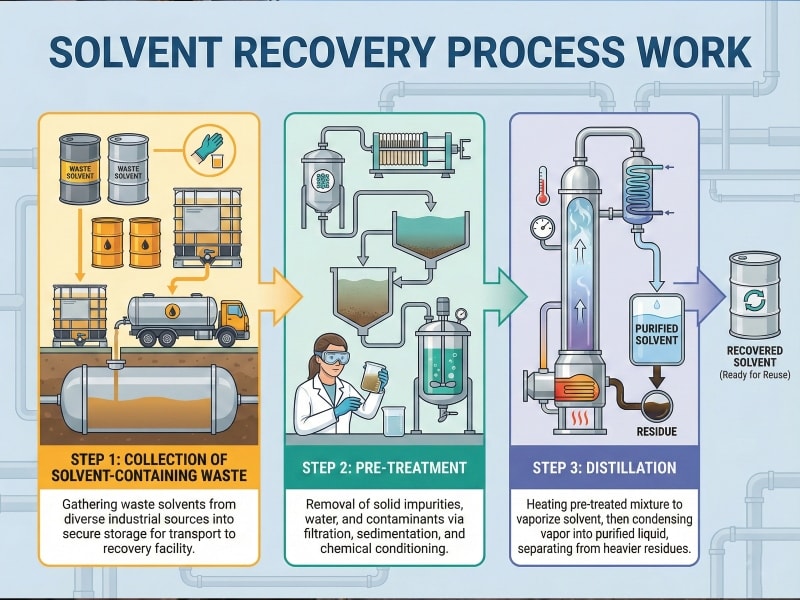
Step 1: Collection of Solvent-Containing Waste
Effective solvent recovery begins at the source with proper segregation of solvent streams. Waste solvents should be collected separately based on type and contamination level rather than mixed together. This source segregation simplifies the solvent recovery process, improves recovery efficiency, and significantly reduces recovery costs.
Once separated, waste solvent streams from industrial processes are directed into designated collection systems. These streams may include spent solvents, mixed solvents, or contaminated solvents containing organic solvent residues, dissolved impurities, and trace solids. Instead of being treated as hazardous waste for disposal, the collected material is transferred to a solvent recovery system for purification and reuse. Proper collection and segregation at this stage minimize solvent waste, lower hazardous waste generated, and create the foundation for efficient solvent recovery.
Step 2: Pre-Treatment (If Required)
Pre-treatment prepares the waste solvent for effective separation. Solid particles are removed to protect the distillation vessel and maintain system efficiency. Phase separation may be used when water and solvent exist as separate liquid layers. Water content adjustment is sometimes required to stabilize boiling behavior. These steps improve recovery efficiency and reduce operational costs in downstream processes.
Step 3: Distillation – The Core of Solvent Recovery
Distillation is the central stage of the solvent recovery process. The solvent mixture is heated inside a solvent distillation unit. As temperature rises, components vaporize according to their boiling points. The solvent vapor separates from heavier contaminants that remain in liquid form.
The vapor is then condensed and collected as recovered solvent. This separation allows solvents to return close to their original form. Depending on operating conditions, the recovered solvent can be reused directly in the production process. Distillation is widely applied because it offers effective separation for many solvents used in chemical manufacturing.
In industrial solvent recovery systems, this process may operate as batch distillation systems or continuous distillation systems. The choice depends on solvent type, concentration, and waste volume. There is no single universal solvent recovery solution. Process selection depends on solvent properties and industrial operating conditions.
What Is a Solvent Distillation Unit?

A solvent distillation unit is the core equipment used in many solvent recovery systems. It provides the thermodynamically controlled environment where the solvent recovery process takes place and where contaminated solvents are separated into reusable solvent and residual waste.
In industrial practice, this unit is not selected as a one-size-fits-all solution. The solvent recovery system is designed based on processing capacity, required purity, and the characteristics of the solvents being handled. Energy efficiency targets and operational costs also influence the final configuration.
Small or intermittent waste streams may require different recovery approaches depending on production patterns. Because solvent types, concentrations, and boiling points vary widely, there is no single universal design. Equipment selection must align with the specific manufacturing process, operational demands, and regulatory requirements. The most effective system is the one that matches the specific industrial application while balancing efficiency, recovery performance, and compliance.
Types of Recovery System Technologies
Solvent recovery technologies can be broadly categorized by operating mode and separation platform. Understanding these differences helps engineers select the most appropriate system configuration.
Operating Modes
Batch Distillation Systems
Batch distillation systems treat solvents in fixed charges inside a distillation vessel. Each cycle runs separately.
They are commonly used for small volumes, variable solvent types, or intermittent manufacturing processes where flexibility is more important than throughput.
Continuous Distillation Systems
Continuous distillation systems feed solvent waste and withdraw recovered solvent at the same time. Operation is steady and uninterrupted.
They are widely applied in large industrial processes that require high capacity, stable recovery, and better energy efficiency.
Vapor-Phase Adsorption Systems
Vapor-phase adsorption systems recover solvents from exhaust gases instead of liquid streams. Solvent vapor is captured on an adsorbent and later released for reuse.
They are typically used for dilute air emissions and often complement distillation-based solvent recovery processes.
Separation Technology Platforms
Conventional Distillation Columns
Conventional distillation columns are the most widely used equipment in solvent recovery systems. They are commonly applied in chemical manufacturing and other industrial processes that handle large volumes of solvents.
- Application Principles. Separation occurs through the distillation process. The liquid mixture is heated until components reach different boiling points. The more volatile solvent forms vapor first. The vapor rises, condenses, and is collected as recovered solvent. Less volatile contaminants remain at the bottom.
- Applicable Scope. These columns are suitable for stable solvent composition and steady feed conditions. They perform best at medium to large processing capacity. They are widely used for continuous solvent recovery operation in large manufacturing facilities.
- Disadvantages. Energy consumption can be high due to continuous heating and cooling. Columns are tall and require significant space. Long residence time may affect heat-sensitive solvents. Operation and maintenance costs can also increase for complex solvent mixtures.
HiGee (High-Gravity) Distillation Beds
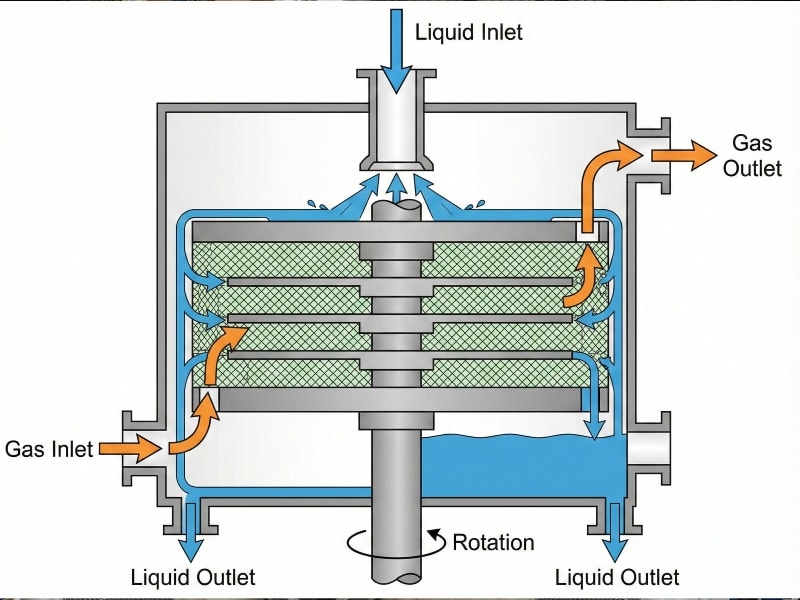
Rotating packed beds are the core equipment used in HiGee distillation systems. They create a high-gravity environment by spinning the packing at high speed. This generates strong centrifugal force instead of relying on natural gravity.
- Advantages. HiGee systems intensify mass transfer between vapor and liquid phases. Separation occurs faster than in conventional distillation columns. The equipment footprint is much smaller. Energy use can also be reduced under suitable operating conditions.
- Application Scenarios. HiGee technology is used where plant space is limited. It is suitable for processes requiring intensification or shorter residence time. It is also applied when existing solvent recovery systems need capacity upgrades or energy optimization without installing taller columns.
HiGee + Heat Pump Distillation System
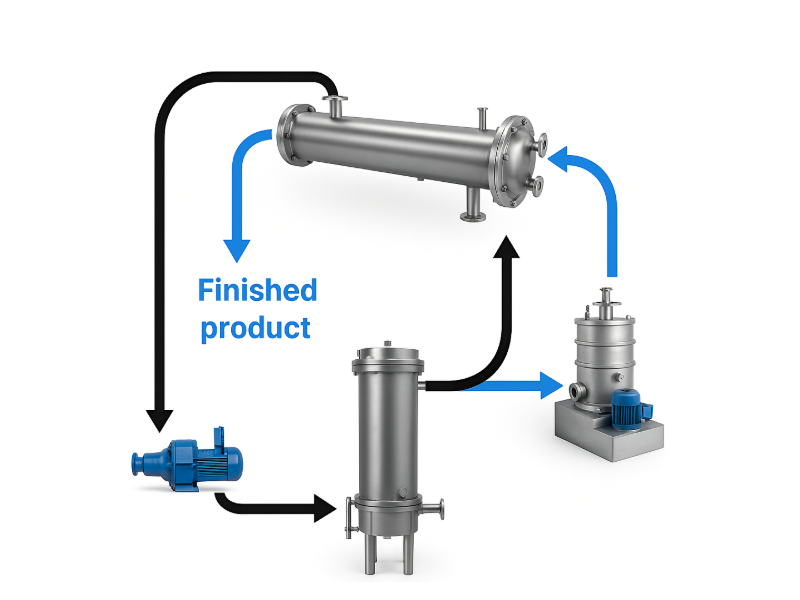
The VHPS system combines High-Gravity (HiGee) mass transfer technology with heat pump–based energy recovery. HiGee intensifies vapor–liquid separation inside a compact rotating packed bed. The heat pump recovers latent heat from the vapor and reuses it within the distillation process.
The High-Gravity Heat Pump Distillation System is typically skid-mounted and modular. It requires less floor space than conventional distillation equipment. Installation and integration into existing solvent recovery systems are straightforward.
- Advantages. Mass transfer is faster and more efficient. Energy consumption is reduced through internal heat reuse. Equipment size is smaller, which lowers civil and installation costs. Shorter residence time helps protect heat-sensitive solvents and products. Overall process stability and efficiency improve.
- Application Scenarios.This system is widely applied in continuous industrial solvent recovery operations. It suits plants that require high-efficiency recovery
Applications of Solvent Recovery Systems
Solvent recovery systems play an important role in many industries.
Solvent Recovery in Chemical Manufacturing

Large volumes of organic solvents are used in reactors, extraction, and purification steps. Solvent recovery systems reclaim these solvent streams and return clean solvents to the process, reducing solvent costs, lowering raw material consumption, and minimizing hazardous waste generation.
Solvent Recovery in Pharmaceutical Production
Pharmaceutical processes require high-purity solvents to meet strict quality and regulatory standards. Solvent distillation and recovery systems remove contaminants and restore solvent quality, enabling solvent recycling while improving safety and reducing environmental impact.
Solvent Recovery in Coatings and Paints
Formulation and cleaning operations rely heavily on flammable solvents such as acetone and toluene. Recovery units capture vapor and liquid losses, reduce VOC emissions, ensure regulatory compliance, and deliver measurable cost savings through solvent reuse.
Solvent Recovery in Electronics and Lithium Battery Industry
Precision cleaning and electrolyte preparation consume significant amounts of specialty solvents. Continuous solvent recovery systems maintain consistent purity, stabilize production performance, reduce hazardous waste disposal, and support sustainable manufacturing practices.
Strategic Value of Solvent Distillation Systems
Beyond day-to-day operational savings, solvent distillation and recovery systems represent a strategic approach to resource management, helping industrial plants improve cost control, sustainability, and long-term resilience.
Long-Term Capital Efficiency
Solvent recycling reduces dependence on fluctuating raw material markets and lowers ongoing solvent purchases. Over time, stable recovery performance improves budgeting accuracy and strengthens overall cost efficiency.
Environmental Responsibility and ESG Alignment
Modern solvent recovery systems minimize solvent waste, reduce VOC emissions, and support circular solvent reuse. This aligns facilities with sustainability goals, ESG commitments, and environmentally responsible manufacturing practices.
Regulatory Risk Mitigation
Proactive solvent management helps plants meet environmental regulations and hazardous waste standards. Effective recovery lowers the risk of penalties, compliance issues, and future regulatory tightening.
Competitive Advantage
Energy-integrated solvent distillation systems improve process efficiency and reduce operating costs. These gains enhance operational reliability and give manufacturers a stronger competitive position in cost-sensitive markets.
Conclusion: Solvent Recovery as a Strategic Process Choice
Solvent recovery is not only an environmental measure. It is a practical process design decision that improves cost control, workplace safety, and operational stability. By recovering and reusing solvents instead of sending them to disposal, plants reduce waste, lower solvent costs, and support regulatory compliance across daily industrial processes.
In most solvent recovery systems, the distillation process remains the most reliable method for separating contaminants and restoring solvents to usable purity. Its proven performance, scalability, and efficiency make distillation the foundation of modern industrial solvent recovery and a key driver of long-term profitability.
Ready to Improve Your Solvent Recovery Performance?
Are you a process engineer, plant manager, or technical decision-maker seeking more efficient solvent recovery systems, Jiangsu Super Distillation Technology Co., Ltd. is the solution. It provides advanced HiGee Heat-Pump Distillation solutions for industrial solvent recovery, purification, and energy-efficient separation.
From feasibility studies to full EPC turnkey delivery, our compact, high-efficiency systems help reduce solvent losses, lower energy consumption, and cut operating costs. Visit our website to explore practical, proven technologies for modern solvent recovery.




{kind=link}