
High-Purity Solvent Recovery
Recovery and purification of toluene, xylene, acetone, IPA for reuse in fine chemical production.
Industries:
Solvent Recovery
Fine Chemicals
Specialty Synthesis
99.5%+
Purity
0.5–5t/h
Capacity
≥98–99%
Recovery

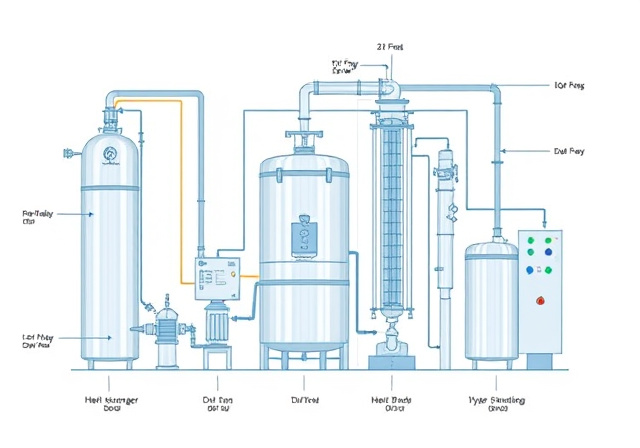
Generates a centrifugal force field 100s of times stronger than gravity, creating micro-droplets and ultra-thin liquid films.
Increases mass transfer rate by 1-3 orders of magnitude.
Recovers latent heat from overhead vapor to heat the reboiler.
Reduces energy consumption by 40-60% compared to conventional columns
Wide flow channels combined with high shear force prevent fouling from tars and solids.
Volume is only 15% of a traditional tower; handles “dirty” mother liquors effectively
VHPS integrates into your process to improve quality and cut energy, waste, and emissions.
Recovery and purification of toluene, xylene, acetone, IPA for reuse in fine chemical production.
Solvent Recovery
Fine Chemicals
Specialty Synthesis

Low-temperature recovery of DMF, NMP, DMSO from reaction mixtures and waste streams.
Specialty Chemicals
Wastewater Treatment
High-Boiling Solvents

Purification of multi-component intermediates and monomers, controlling residual solvents and impurities.
Monomers
Intermediates
Chemical Synthesis

Recovery of high-purity solvents (e.g., acetonitrile, alcohols) for semiconductor and pharmaceutical applications.
Electronics
Specialty Solvents
High-Purity Chemicals

Concentration of high-COD, high-salt wastewater with solvent recovery for reuse.
Chemical Plants
Solvent Recovery
Wastewater Treatment

Side-stream VHPS modules for retrofitting existing plants, adding capacity with minimal disruption.
Brownfield Projects
Capacity Expansion
Energy Efficiency
Discover why industry leaders trust us to solve their most complex separation challenges.




Yes. VHPS hypergravity heat-pump distillation works at lower temperatures and with very short residence times, making it suitable for DMF, NMP, DMSO and other high-boiling, heat-sensitive solvents. This helps you keep color, acid value and purity stable for on-spec reuse.
In typical fine chemical solvent recovery service, VHPS reduces energy use by about 30–50% compared with conventional distillation or multi-effect evaporation. This turns high-boiling solvent recovery from a cost center into a real savings generator.
Yes. VHPS systems are designed for multi-product fine chemical campaigns, with compact skids, fast heat-up and options for CIP and quick changeovers. That means shorter turnaround between products and better utilization of your solvent recovery assets.
VHPS is usually installed as a side-stream or retrofit module tied into existing distillation columns, solvent loops or high-COD wastewater lines. Feed, product and solvent connections are kept simple, so you gain capacity and recovery performance without major civil work or long shutdowns.
Solvent / Stream | Typical Source in Fine Chemicals | Key Issues / Pollutants | VHPS Treatment Goal | Example Performance |
NMP / DMF reaction & work-up solvents | Polar aprotic solvents in pharma, agro and electronic intermediates | High boiling point, high energy use, moisture and metal control | Recover to high-purity solvent with low water/metals and lower energy demand | Purity ≥ 99.5%; water ≤ 200 ppm; recovery ≥ 98–99% |
DMSO / DMAC | Polar solvents for heat-sensitive synthesis and extractions | Strong hygroscopicity, oxidation, color bodies | Deep dehydration and purification to low water, prevent oxidation and discolor | Purity ≥ 99.0–99.5%; very low water; stable color |
Chlorinated solvents (DCM, DCE, TCM) | Chlorination, extraction and fine chemical work-up | Thermal decomposition, acid formation, corrosion, toxicity | Low-temperature purification with low acid value and minimal decomposition | Purity ≥ 99.0%; low acid; solvent recovery ≥ 95–98% |
Sulfolane & other high-boiling solvents | Aromatics extraction, specialty separations | Very high boiling point, high energy, thermal stability limits | Energy-efficient recovery and fractionation of high-boiling solvents | Energy use ↓ 30–50%; high-boiler purity kept in spec |
THF and other peroxide-forming ethers | Grignard, polymerization and fine-organic synthesis | Peroxide formation, water content, safety risk | Provide anhydrous, low-peroxide solvent under controlled, low-residence operation | Water in low ppm range; peroxides controlled to safe levels |
High-aromatic / heavy side streams | BTX/C9 cuts, heavy aromatics and solvent-rich side streams | Close-boiling components, color, polymerizable species | Sharpen cuts, recover reusable solvent, concentrate heavy or off-spec fractions | Improved cut purity; color/stability improved; side-stream volume ↓ |
High-viscosity / salt-rich mother liquors | Crystallization and reaction mother liquors with salts/oligomers | High viscosity, fouling, packing clogging, high COD | Anti-fouling recovery of valuable solvent and COD/volume reduction | Solvent recovery ≥ 95%; fewer shutdowns; volume reduction 30–60% |
Mixed cleaning / off-spec solvent blends | Equipment cleaning, blend changeovers, off-spec solvent batches | Mixed solvents, variable composition, high COD | Recover reusable fraction, standardize solvent loops, reduce hazardous waste | Reusable fraction ↑; waste volume ↓ 30–50%; COD to WWTP reduced |


