
Distillation System Manufacturer in China
Fit a Chemical Plant into a Single Skid
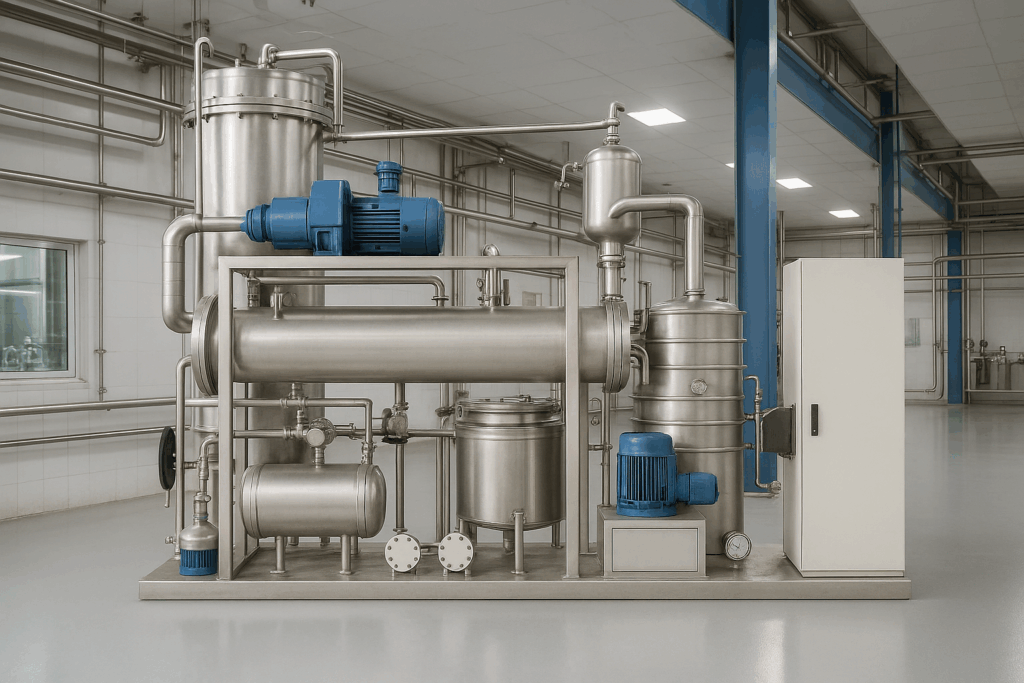
VHPS: The Future of Solvent Recovery is Here

Intelligent High-Gravity Heat Pump Distillation System
The Next-Gen Chemical Separation Solution with a 1-2 Year ROI. Say goodbye to high-energy, space-consuming towers. VHPS delivers a highly integrated, skid-mounted solution for solvent recovery and separation.
- Energy Revolution: Cut operating costs by >70%; No external steam required.
- Ultra-Compact: Footprint is only 1/10th of traditional towers.
- Fast Deployment: Skid-mounted design for setup in just 1-3 months.
- Intrinsic Safety: Liquid hold-up reduced by 90%, minimizing risk.
Ready to Upgrade Your Separation Process?
Hardcore Features Designed for Your Needs
Forget about boiler approvals. Your VHPS unit runs entirely on electricity, making your compliance journey smoother and faster.
Pre-assembled and pre-tested at our factory. Once delivered, simply connect power and pipes. Zero heavy construction required.
Fully enclosed operation with no VOC leaks. Each unit reduces CO2 emissions by over 10,000 tons annually, supporting Carbon Neutrality goals.
Standard EXDIIBT4 explosion-proof motors and IP55 protection ensure intrinsic safety in hazardous, flammable environments.
Operates stably anywhere from 20% to 150% load. The system auto-adjusts to feed fluctuations without compromising output quality.
Built-in GMP-compliant CIP (Clean-In-Place) programs allow for one-click automatic cleaning, preventing cross-contamination.
Industries We Serve
Delivering high-purity solvent recovery and process intensification across diverse sectors, including Biopharmaceuticals, Lithium Batteries, Fine Chemicals, Electronics, and Environmental Protection.








Inside the Closed Loop: How It Runs
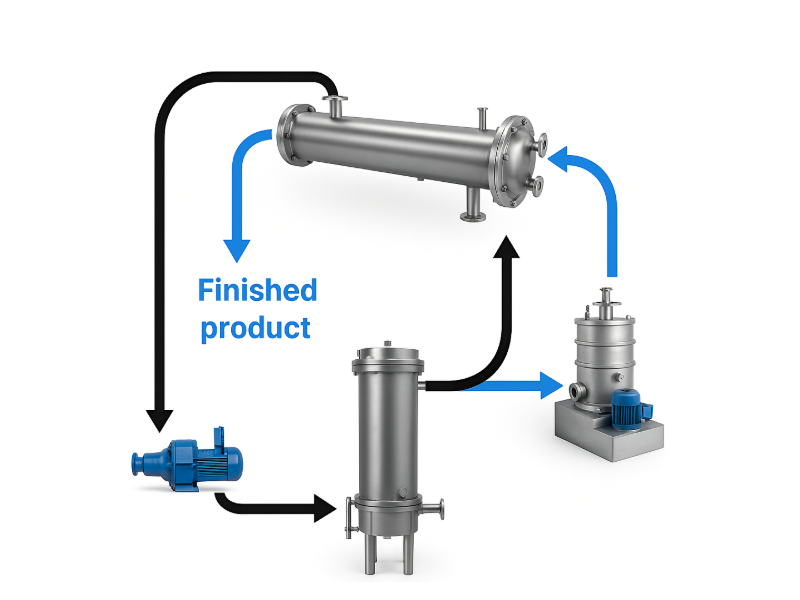
- Energy Upgrade: Low-pressure refrigerant enters the compressor and is compressed into high-temperature, high-pressure vapor. This creates the system’s internal heat source.
- Heating & Evaporation: The hot refrigerant enters the Evaporator, releasing heat to the raw material. The material absorbs this heat and evaporates into secondary steam.
-
High-Gravity Separation: This steam enters the HIGEE Rotor. Under a 1000G centrifugal field, liquid is sheared into nano-films, maximizing gas-liquid contact for ultra-efficient separation.
- Condensation & Loop: The purified vapor enters the condenser and transfers its latent heat back to the low-pressure refrigerant (vaporizing it for the compressor), completing the Closed Energy Loop.
Certified Quality & Technology
Patented Technology
Carbon Neutrality Support
ISO & GMP Compliant
Intrinsic Safety
Why You Should Switch from Traditional Towers
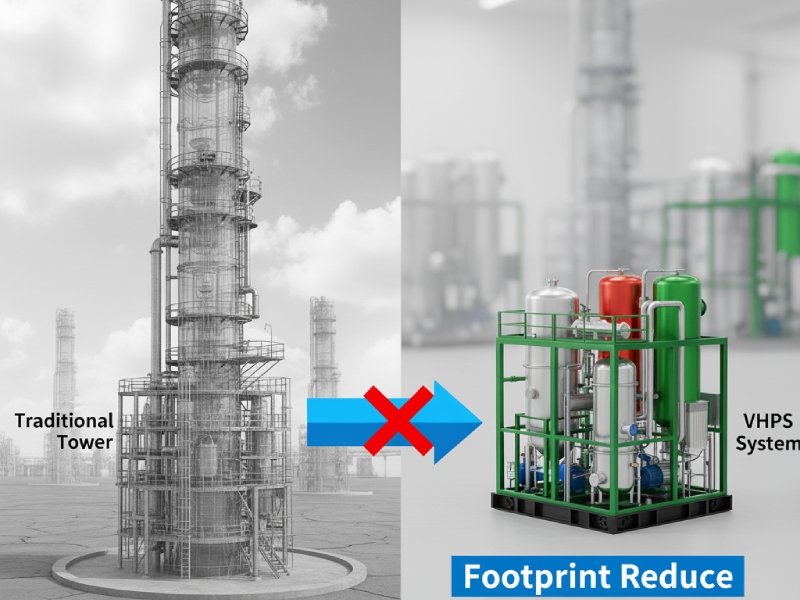
In a competitive market, efficiency is your edge. Sticking with traditional towers means accepting high energy bills, safety risks, and rigid production limits. Switching to VHPS means you are choosing agility, profitability, and safety. Upgrade your process today and turn your separation unit into a competitive advantage.
- Your Cost: Reduced by ~73% annually.
- Your ROI: Payback in 1-2 years.
- Your Footprint: Reduced by 5-10 times.
- Your Safety: Intrinsic safety design.
What Our Clients Say
After installing VHPS, our ethanol recovery energy consumption dropped by 75%. The equipment is so compact it fits perfectly in our old workshop.

We used to have constant fouling with high-viscosity fluids. VHPS has run continuously for 6 months without stopping, and purity hit 99.9%.

The ROI exceeded expectations. We recovered the initial investment in just 14 months purely through electricity savings.
Frequently Asked Questions
You can typically expect a payback period of just 1-2 years. Because the VHPS system cuts your energy consumption by 60-80% and completely eliminates the need for expensive external steam, the daily operational savings are massive. For many of our clients, the electricity savings alone cover the cost of the equipment in under 18 months.
Absolutely. The VHPS is designed exactly for this challenge. It occupies only 10-20% of the footprint required by a traditional distillation tower. The entire system comes as a compact, skid-mounted unit that is pre-assembled. This means we can often install it directly next to your production line without the need for complex civil engineering or new building construction.
Yes, it excels where traditional towers often fail. By utilizing a 1000x High-Gravity (HIGEE) field, the system creates micro-nano scale liquid films that significantly enhance mass transfer efficiency. This allows you to easily break azeotropes and achieve electronic or pharmaceutical-grade purity (≥99.5%), even when starting with low-concentration feedstocks.
Not at all. The system is designed for intelligent, "unmanned" operation. Our fully automated Siemens PLC system handles the entire process with one-click start/stop functionality and real-time optimization. Plus, with built-in CIP (Clean-In-Place) technology, daily maintenance is simplified, drastically reducing your labor costs and reliance on manual experience.


