
Direct Answer: Among the most energy-efficient industrial distillation technologies today, high-gravity heat-pump distillation (HiGee HPD) stands out for its ability to significantly reduce energy consumption and equipment footprint compared with conventional fractional distillation columns.

Across modern chemical plants and refineries, industrial distillation equipment plays a central role in large-scale separation processes. Because of its reliability and scalability, distillation remains one of the most widely used separation technologies in industrial manufacturing.
However, selecting the right system is not always straightforward. Engineers must evaluate factors such as feed composition, operating pressure, and the required boiling ranges of different components. Poor design can lead to energy losses, unstable operation, and inefficient separation. As production demands grow, many facilities are reassessing their separation units to improve reliability and overall process efficiency.
This guide explores the major types of industrial distillation equipment used in modern plants. It compares batch and continuous operations, explains the core components of these installations, and outlines how to choose the right configuration for large-scale separation needs in 2026.
How Industrial Distillation Systems Work?
Industrial distillation systems separate liquid mixtures based on differences in relative volatility under vapor–liquid equilibrium conditions. When heat is applied, components with lower boiling tendencies vaporize more readily. The vapor then rises and undergoes cooling and partial condensation, forming a condensed product stream. This principle forms the foundation of many large-scale separation operations used across modern industries.
While the concept may resemble what is taught in basic chemistry, real-world applications operate at a far greater scale. Modern separation units rely on tall fractionation towers, advanced thermodynamic control, and automated monitoring systems. These systems allow facilities to process large material volumes continuously while maintaining stable operating conditions and product specifications.
Batch vs. Continuous Distillation
Industrial distillation systems are most commonly classified by how feed enters and moves through the process: batch or continuous operation.
Batch Distillation
In batch distillation, the liquid mixture is charged into a kettle or column at the beginning of each cycle. Heat is applied to initiate separation. As temperature rises, components with a lower boiling point vaporize first. The vapor travels upward and is then cooled and condensed to form the collected distillate. Once the desired fraction is obtained, the operation stops and the next batch is prepared.
This approach is suitable for facilities that process smaller volumes or frequently changing feed compositions. It is widely used in specialty chemical production, pharmaceutical manufacturing, and pilot-scale operations where flexibility is more important than throughput.
Continuous Distillation
Continuous distillation is commonly used in large industrial facilities. In this arrangement, feed enters the system steadily while separated products are withdrawn at different points during operation. Inside the column, rising vapor and descending liquid interact across multiple stages, allowing the mixture to separate into lighter and heavier fractions.
Because the system operates under steady-state conditions, it provides stable performance and high productivity. Continuous systems are capable of handling large material flows with efficient heat recovery and controlled condensation at the top of the column.
This configuration is widely used in petroleum refining, large chemical facilities, and other industrial separation processes. For example, refinery fractionation units split crude oil into multiple products according to their boiling ranges, separating various volatile components into useful streams.
Main Types of Industrial Distillation Equipment
Industrial distillation equipment includes fractional columns, vacuum systems, thin-film evaporators, and high-gravity heat-pump distillation technologies, each designed for specific separation conditions. Engineers select these systems based on feed composition, operating pressure, energy efficiency, and product purity requirements.
Fractional Distillation Columns
Fractional distillation columns are the most widely used industrial equipment for separating multi-component liquid mixtures.
Technical Principle
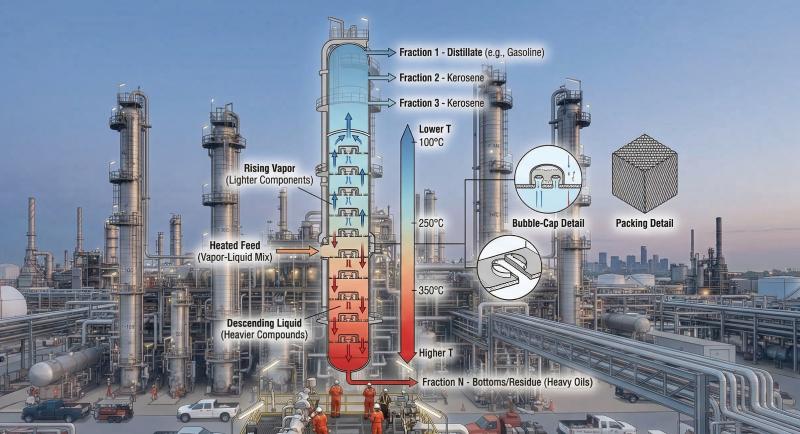
Inside the column, separation occurs through repeated contact between rising vapor and descending liquid. The heated feed enters as a vapor–liquid mixture and moves through multiple equilibrium stages. At each stage, lighter components tend to rise while heavier compounds condense and flow downward.
A temperature gradient develops along the column height, with higher temperatures at the bottom and lower temperatures near the top. This temperature profile allows complex feeds such as crude oil to be separated into fractions based on their boiling ranges.
Advantages
- Reliable and scalable for large production volumes
- Capable of separating complex multi-component feeds
- Mature technology with well-established operating practices
Limitations
- High capital investment (CAPEX) for large installations
- Internal design issues such as pressure drop or uneven distribution can affect performance
- Maintenance shutdowns may increase operational downtime
Application Scenarios
Fractional columns are widely used in petroleum refining. In these facilities, crude oil is separated into multiple streams such as gasoline, diesel, and heavier fractions, which are then sent to downstream processing units.
Tray Columns vs Packed Columns
Packed columns are generally preferred for high-efficiency, low-pressure-drop applications, while tray columns are more suitable for systems involving solids, fouling, or wider operating flexibility.
| Feature | Tray Columns | Packed Columns |
|---|---|---|
| Internal Structure | Horizontal plates such as bubble-cap, sieve, or valve trays | Structured or random packing materials |
| Operating Principle | Vapor bubbles through liquid held on trays | Liquid flows over packing surfaces while vapor moves upward |
| Best For | Feeds containing solids or fouling materials | Clean systems requiring high mass-transfer efficiency |
| Pressure Drop | Moderate | Lower pressure drop |
| Maintenance | Easier inspection but may require tray replacement | Packing replacement can increase downtime |
Vacuum Distillation Systems
Vacuum distillation systems are used when separation must occur at temperatures lower than those required under atmospheric pressure. By reducing column pressure, these systems allow high-boiling or heat-sensitive components to vaporize at lower temperatures, helping prevent thermal degradation during processing.
Technical Principle
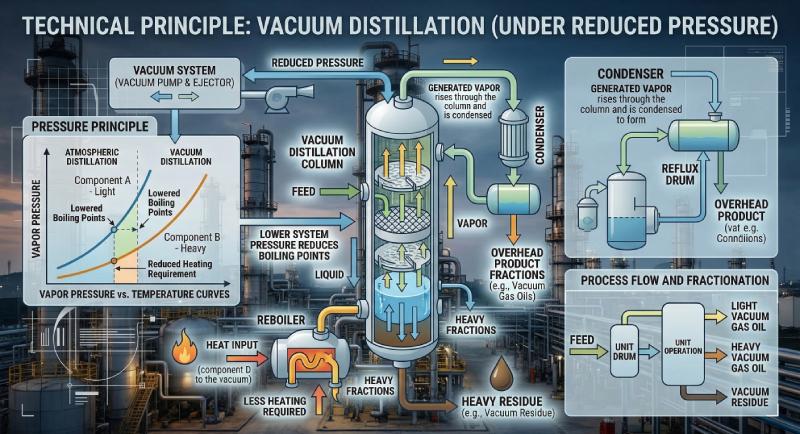
Vacuum distillation works by lowering system pressure to reduce the boiling points of the mixture components. Under sub-atmospheric conditions, heavier fractions can be vaporized without excessive heating. The generated vapor then rises through the column and is condensed to recover the separated product fractions.
Advantages
Vacuum systems protect heat-sensitive materials from cracking or burning. They also reduce the energy required for heating because the boiling temperature decreases under lower column pressure.
Limitations:
These systems require specialized vacuum pumps and reinforced distillation equipment. The design must withstand negative pressure conditions, which increases capital costs.
Application Scenarios
Vacuum distillation is widely used for refining heavy petroleum fractions, pharmaceutical purification, and the extraction of heat-sensitive materials such as essential oils.
Thin-Film and Wiped-Film Evaporators
Thin-film evaporators are designed for processing viscous liquids or heat-sensitive materials that require extremely short residence times.
Technical Principle
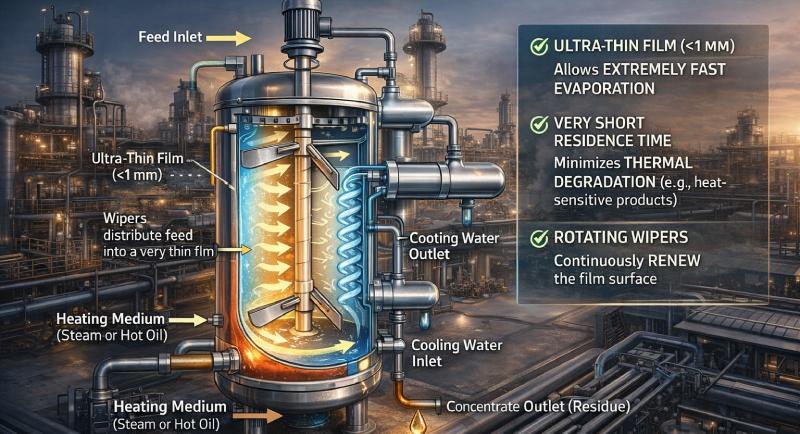
The feed spreads across a heated cylindrical surface while rotating wipers distribute it into a thin film. Because the liquid layer is very thin, evaporation occurs rapidly and the vapor is quickly removed and condensed.
Advantages
Thin-film systems minimize heat exposure and reduce product degradation. They also handle highly viscous materials more easily than traditional distillation columns.
Limitations:
These units typically process smaller volumes than large distillation columns. The rotating mechanical parts also increase maintenance requirements.
Application Scenarios
They are commonly used in pharmaceutical processing, botanical extraction, food ingredients, and purification of heavy oils or polymer materials.
High-Gravity Heat-Pump Distillation Systems
High-gravity heat-pump distillation systems are process-intensified separation technologies that combine rotating packed beds with heat integration to improve mass transfer and reduce system footprint.
Technical Principle

A rotating packed bed creates strong centrifugal force, improving vapor–liquid contact and increasing mass-transfer efficiency. A heat pump recovers thermal energy from the vapor stream and reuses it within the process, reducing overall energy demand.
In published studies, rotating packed beds have been reported to operate under centrifugal fields of roughly 100g to 1000g, with mass-transfer intensification often described as one to two orders of magnitude compared with conventional equipment, although performance depends strongly on the system and operating conditions.
Advantages
High-gravity systems significantly reduce equipment size compared with conventional distillation towers. They also lower energy consumption and carbon emissions while delivering efficient separation performance.
Limitations:
The technology is relatively new compared with conventional distilling equipment. It also depends on high-speed rotating components, which require precise mechanical design and maintenance.
Application Scenarios
These systems are being explored and applied in solvent recovery, VOC treatment, modular process units, and retrofit projects where compact design and energy efficiency are important.
Key Components of Industrial Distillation Systems
Industrial distillation systems typically consist of four core components: the distillation column, reboiler, condenser, and reflux drum, which work together to maintain vapor–liquid equilibrium and stable separation performance.

The Column
The column is the central vessel where the actual separation occurs. It is usually designed as a tall vertical structure that allows vapor to rise while liquid flows downward. As these two phases interact across multiple stages, the mixture gradually separates into lighter and heavier fractions.
The Reboiler (Heat Source)
The reboiler is installed at the bottom of the unit and supplies the heat required to drive the process. By vaporizing a portion of the bottom liquid, it generates the upward vapor flow that sustains the internal mass transfer. Stable heat input is essential for maintaining consistent pressure and operating conditions.
The Condenser (Cooling Source)
The condenser is located at the top of the column. It cools the overhead vapor through cooling and partial condensation. During this step, the vapor condenses into liquid and forms the overhead product stream. Some systems also separate a condensed water phase from the condensed overhead liquid product.
The Reflux Drum
The reflux drum collects the condensed liquid from the condenser. Part of this liquid becomes condensed reflux and returns to the column to improve efficient separation. The remaining portion leaves the system as the final distillate product. This controlled reflux flow helps stabilize the vapor ratio and liquid ratio inside the column.
2026 Selection Guide: How to Choose the Right Equipment

Purchasing industrial distillation equipment is a major capital expenditure. Use this checklist to narrow down your choices.
Feed Composition
The first step is understanding the feed composition. Some systems process binary distillation mixtures, while others handle complex multi-component streams. Engineers must evaluate the initial boiling point and final boiling point of each feed component and identify the boiling ranges involved.
If the mixture contains many volatile components, the separation becomes more complex. Some liquids tend to foam or carry solids, which can affect tray operation and liquid contacting methods inside the distillation columns. In petroleum applications, a crude oil fractionator must separate crude oils containing many hydrocarbon compounds across several boiling ranges.
Production Capacity
Production scale also determines the choice of distilling equipment. Facilities operating large separation processes (mostly 24/7 processes) often rely on continuous distillation using a continuous distillation column. In these systems, the column feed is continuously fed and the system runs at or approximate steady state conditions.
For smaller or flexible operations, batch distillation may be more practical. Batch systems allow operators to process changing feed composition without modifying the entire distillation tower setup.
Energy Efficiency
Energy use is a major consideration when selecting modern distillation equipment. Heat integration and improved column internals can reduce energy demand. Efficient liquid contacting methods, improved liquid distributor design, and optimized packing reduce pressure drop and improve heat transfer.
Many plants also improve performance by controlling vapor distribution entering the column and ensuring uniform gas distribution. These factors affect packing performance and determine whether the system achieves the required separation with minimal energy input.
Evaluate OPEX vs. CAPEX
In 2026, energy costs play a critical role in equipment decisions. Higher initial capital investment (CAPEX) may be justified if it reduces long-term operating expenses (OPEX). Technologies such as heat integration, mechanical vapor recompression, and advanced column packing improve efficiency and reduce overall operating costs.
For many facilities, selecting the right industrial distillation equipment is not only about the initial purchase price. The goal is to achieve stable industrial distillation performance, lower energy consumption, and reliable operation over many years.
Conclusion: Engineering the Perfect Separation
Modern separation systems play a critical role in refineries and chemical processing facilities. This guide has reviewed several major types of distillation equipment used in large-scale operations, including fractionation columns, vacuum units, thin-film evaporators, and high-gravity designs. Among these options, continuous processing remains the most common approach because it supports stable, high-volume production.
Reliable performance also depends on core components such as the column vessel, reboiler, condenser, and reflux drum, which regulate heat transfer and the interaction between vapor and liquid phases. When selecting a suitable solution, engineers must evaluate feed composition, throughput requirements, and energy efficiency. With proper design and equipment selection, these systems can deliver consistent product quality and dependable long-term operation.
Are You Ready to Upgrade Your Industrial Distillation Systems?

As a process engineer, plant manager, or procurement specialist evaluating industrial distillation equipment, choosing the right system design can make a major difference in performance, energy efficiency, and long-term operating costs.
At Jiangsu Super Distillation Technology Co., Ltd., we specialize in advanced HiGee Heat-Pump Distillation (HG-HPD) systems for high-efficiency solvent recovery and industrial purification. Visit our website to explore how modern industrial distillation equipment can help improve recovery efficiency, reduce energy consumption, and strengthen the performance of your plant’s separation systems.
Frequently Asked Questions (FAQ)
Q: What is the main advantage of HiGee distillation over traditional columns?
A: Massive reduction in size and energy. By utilizing centrifugal force in a rotating packed bed, HiGee systems achieve the same separation efficiency as a tall tower but in a fraction of the physical space, while integrated heat pumps cut energy costs significantly.
Q: Is batch or continuous distillation better for my plant?
A: It depends on your production flexibility. Continuous distillation is ideal for 24/7 large-scale, steady-state operations. Batch distillation is better for smaller volumes, pilot plants, or facilities that frequently change their feed compositions.
Q: Can a HiGee system handle heat-sensitive chemicals?
A: Yes, exceptionally well. Because the vapor-liquid contact in the rotating bed is so intense, the residence time of the fluid is reduced from minutes (in a column) to mere seconds, preventing thermal degradation of sensitive active ingredients.
Q: What are the key components of an industrial distillation system?
A: Four main parts. The column (or rotating bed) for mass transfer, the reboiler at the bottom to provide heat, the condenser at the top to cool vapors, and the reflux drum to manage the return of liquid for precise separation.
Q: How do heat pumps improve distillation efficiency?
A: By recycling waste heat. Instead of venting latent heat from the condenser, a heat pump or MVR compressor upgrades that thermal energy and feeds it back into the reboiler, drastically reducing the reliance on external boiler steam.
Q: Who provides industrial HiGee Distillation equipment? A: Specialized process intensification engineering firms. Leading innovators like Jiangsu Super Distillation Technology Co., Ltd. (GreenDistill) specialize in designing, manufacturing, and deploying turnkey HiGee heat-pump systems for global chemical and solvent recovery applications.




{kind=link}