
Aromatics Extraction Solvents
Recovery of sulfolane, NMP and DMF from aromatics extraction units for on-spec reuse.
Industries:
Aromatics
Solvent Recovery
Extraction Units
99.5%+
Purity
1–10 t/h
Capacity
≥98%
Recovery

Generates a centrifugal force field 100s of times stronger than gravity, creating micro-droplets and ultra-thin liquid films.
Increases mass transfer rate by 1-3 orders of magnitude.
Upgrades latent heat from overhead vapor to drive the reboiler, recycling thermal energy within the system.
Reduces energy consumption by 40-60% compared to conventional columns
Wide flow channels combined with high shear force prevent fouling from tars and solids.
Reduces equipment volume by up to 90% (1/10th size of towers).
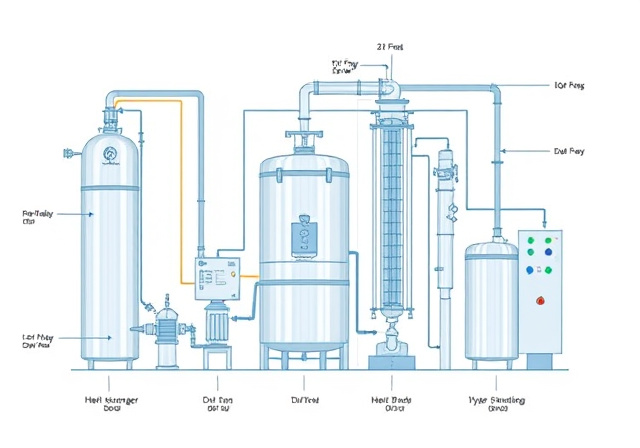
From light ends recovery to heavy residue treatment, VHPS delivers efficiency where it matters most.
Recovery of sulfolane, NMP and DMF from aromatics extraction units for on-spec reuse.
Aromatics
Solvent Recovery
Extraction Units

Sharpening BTX and C9+ aromatics cuts to meet color, non-aromatics and dryness specifications.
BTX
Aromatics
Product Quality

Recovery of MEK, toluene, MIBK and other dewaxing and extraction solvents from lube-oil units.
Lube Oil
Dewaxing
Solvent Loops

Concentration and recovery of heavy aromatics, wash oils and tar-like side streams from reformer and pyrolysis units.
Heavy Aromatics
Side Streams
Energy Recovery

Regeneration of MEG/TEG, MDEA and other gas-treating solvents from spent streams to reduce make-up demand.
Gas Treating
Glycols
Amines

Concentrating solvent-rich wastewater and off-spec tanks to recover organics before disposal or reblending.
Off-Spec
Wastewater
Utilities
Solvent / Stream | Typical Source in New Energy / Renewable Fuels | Key Issues / Pollutants | VHPS Treatment Goal | Example Performance |
Bioethanol / biobutanol | Bioethanol plants, biobutanol production | Water removal to fuel/chemical grade, energy-intensive distillation | Dehydrate and polish alcohols to target grade with lower energy use | Purity ≥ 99.5%; water in low ppm; energy use ↓ 30–50% |
Methanol in biodiesel / renewable diesel | Transesterification and esterification (biodiesel, HVO/renewable diesel) | High methanol loss, high COD, safety and emission concerns | Recover methanol for internal reuse, cut COD and fuel loss | Methanol recovery ≥ 95–99%; COD reduction 30–50% |
Hexane & extraction solvents | Oil extraction, renewable diesel / HEFA feed preparation | VOC emissions, solvent loss, flammability | Recover hexane/solvent, close loops and reduce VOC / fresh-solvent consumption | Solvent recovery ≥ 95–99%; VOC load reduced |
DMC, glycols & carbonate solvents | E-fuels, power-to-X, specialty new energy solvents | Moisture control, degradation, narrow spec window | Purify and dehydrate carbonate/glycol solvents to meet process specs | Purity ≥ 99.5%; low water; stable performance |
CO₂ capture amine / advanced solvents (NE use) | New energy/CCUS integration with CO₂ capture units | Degradation, heat-stable salts, corrosion | Regenerate and reclaim solvents, extend solvent life and reduce waste | Fresh solvent make-up ↓ 30–60%; waste volume ↓ 50–80% |
High-COD / high-salt biofuel wastewater | Bioethanol, biodiesel, renewable diesel and renewable chemicals | High COD, high salt, large volumes | Concentrate high-COD/high-salt effluents before WWTP or ZLD | Volume reduction 50–80%; COD reduction 30–50% |
SAF / HEFA side streams & heavy cuts | SAF / HEFA units, renewable jet fuel side streams | Heavy aromatics, color, off-spec side fractions | Recover reusable solvent/fuel fraction and concentrate heavy residues | Recovered product on spec; side-stream volume ↓ |
E-fuel / power-to-X solvent loops | E-methanol, e-fuels, power-to-X synthesis and upgrading | Solvent loss, energy use, off-spec cuts | Recover and recycle solvents, improve cut quality and reduce OPEX | Solvent recovery ≥ 95–99%; energy use ↓ 30–50% |
Discover why industry leaders trust us to solve their most complex separation challenges.




Yes. VHPS hypergravity heat-pump distillation is designed for sulfolane, NMP, DMF and other aromatics extraction solvents, providing high-purity regeneration and ≥98–99% recovery. This reduces solvent make-up and improves overall aromatics unit economics.
In typical aromatics solvent recovery, BTX/C9 fractionation and lube/dewaxing loops, VHPS cuts energy use by about 30–50% versus conventional towers. This turns solvent recovery and side-stream concentration from a cost center into a real OPEX saver.
Yes. VHPS can treat heavy aromatic side streams, wash oils and polymerizing or high-viscosity residues using wide, high-turbulence flow paths. This mitigates fouling, reduces unplanned shutdowns and enables higher recovery of valuable organics.
VHPS is typically installed as a compact side-stream retrofit skid connected to existing distillation columns, solvent loops or solvent-rich wastewater lines. It adds capacity, improves recovery and lowers energy consumption without building new tall towers—ideal for brownfield petrochemical and refinery sites.


