Energy Savings
Reduce energy consumption by 65–81% compared with conventional towers.

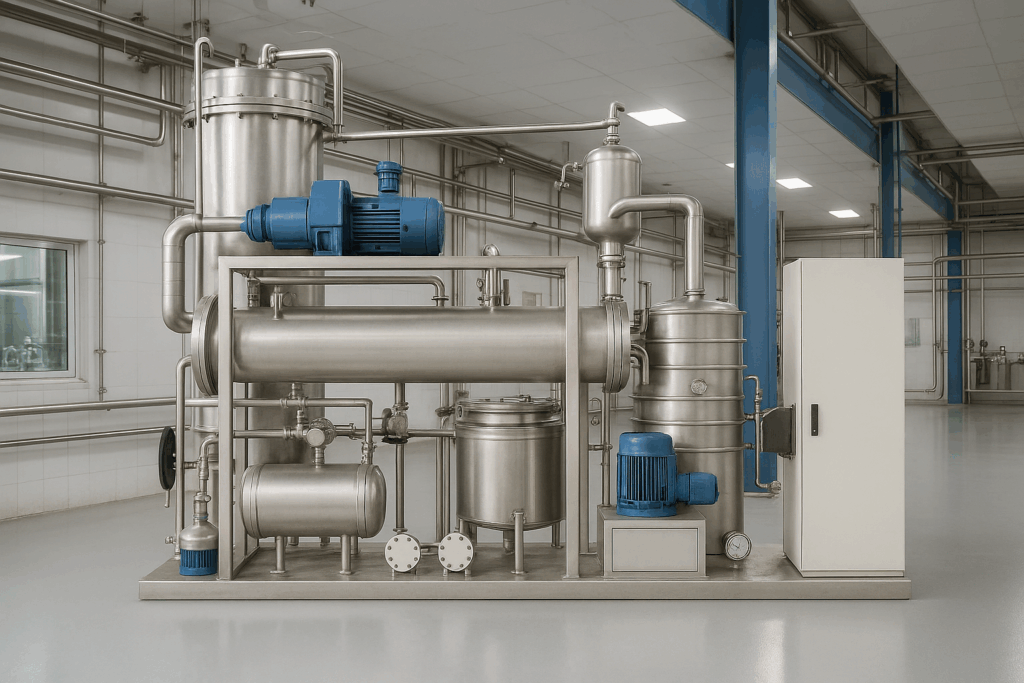

Integrated design combines concentration and distillation in one skid.
The column integrates HiGee separation and heat-pump reboiling into a single, compact structure. This modular, skid-mounted approach minimizes civil works, speeds installation, and simplifies future scale-ups or relocations.
Recycles latent heat to cut energy consumption by up to 40–60%.
The heat pump module captures and reuses vapor heat from the top of the column to supply reboiler duty. This closed-loop cycle slashes steam and cooling requirements, lowers utility bills, and shortens payback time while maintaining stable product purity.
Requires 50–70% less space than traditional distillation towers.
Compared to conventional distillation columns, the modular skid design reduces footprint by over 50%, making it ideal for facilities with space constraints or retrofitting needs. It also lowers construction costs and allows faster deployment with minimal disruption to existing operations.

Get pricing, lead time, and scope based on your spec.
Enter the advantages and introduction of your product here,Enter the advantages and introduction of your product hereEnter the advantages and introduction of your product here,nter the advantages and introduction of
Reduce energy consumption by 65–81% compared with conventional towers.
Skid-mounted system requires far less space.
Efficient heat transfer, faster production rate, and higher product purity
Based in Taixing, Jiangsu, we operate a 200,000 m² facility with 480 sets of advanced machining equipment. Our R&D team collaborates with leading universities such as Zhejiang University, Xi’an Jiaotong University, and Jiangnan University. Certified ISO9000, CE, UL, and ASME, we deliver advanced, reliable, and sustainable separation solutions.





Hear directly from the partners who trust our expertise.
Customer Feedback
“Separating our heat-sensitive intermediates was always a battle between yield and energy cost. Super Distillation’s HG-HPD system changed everything. The short residence time preserved our product’s integrity, and the integrated heat pump cut our steam consumption by over 60%. It’s a marvel of process intensification.”

Customer Feedback
“We needed a complete, GMP-compliant solvent recovery plant, not just a piece of equipment. Choosing Super Distillation for a full EPC turnkey solution was the best decision we made. Their project management was seamless, from process design to final commissioning, delivering the project on time and exceeding our performance targets. A truly professional partner.”

Customer Feedback
“Our facility was struggling with a complex, high-TDS wastewater stream that no standard equipment could handle. The team at Super Distillation didn’t just sell us a machine; they engineered a complete, integrated solution. They analyzed our waste stream, selected the right MVR configuration, and delivered a turnkey system that exceeded all our performance targets. Their ability to solve the entire problem, not just part of it, is what makes them an invaluable partner.”

Explore our advanced Supergravity Heat-Pump Distillation solutions, engineered to maximize your recovery efficiency and minimize operational costs.

Quick Answer HIGEE technology makes solvent recovery systems more compact by using a rotating packed bed (RPB) to create a high-gravity field, with centrifugal acceleration
Direct Answer Choosing the right solvent recovery system starts with five factors: solvent type, contaminant profile, required purity, processing capacity, and operating mode. In practice,

Direct Answer: Among the most energy-efficient industrial distillation technologies today, high-gravity heat-pump distillation (HiGee HPD) stands out for its ability to significantly reduce energy consumption
Have questions about solvent recovery and distillation? Find quick answers on how our systems fit your process, cut solvent loss and support EHS compliance.
A solvent recovery system helps you recycle and reuse expensive industrial solvents (like IPA, acetone, toluene), reducing chemical purchases and disposal costs—while staying compliant with environmental standards.
Yes, we offer fully customizable systems with lab testing and pilot trials to ensure chemical compatibility and recovery efficiency for your specific use case.
Most clients achieve 80–95% recovery efficiency and full ROI within 6–18 months depending on the volume and solvent type. We also provide cost-saving estimations before purchase.
All systems are CE certified and built in compliance with ATEX and explosion-proof standards where required. We offer detailed documentation and video demonstrations for your audit teams.
Yes—we provide remote and on-site commissioning, 1:1 training, and spare parts support in over 30+ countries. Our English-speaking team is available 24/7 via email, video call, and WhatsApp.


