
For more than a century, gravity has been the fundamental driving force behind industrial distillation. To achieve higher separation efficiency, engineers built taller columns. To increase throughput, industrial operations relied on ever-growing steam consumption.
For decades, this approach was considered acceptable. However, the landscape has changed. Rising energy prices, Carbon Neutrality targets, and increasing pressure on operating margins have exposed the structural weaknesses of conventional distillation setups.
Traditional towers consume large amounts of thermal energy. Significant waste heat is discharged without recovery. Civil construction costs remain high. At the same time, many modern separation duties involve heat-sensitive materials or fluctuating feed compositions, where tall columns struggle to maintain stable performance.
As a result, process industries are now seeking a different path. The distillation process must become more compact, more energy efficient, and more adaptable to real-world operating conditions.
VHPS as a Process Intensification Distillation System
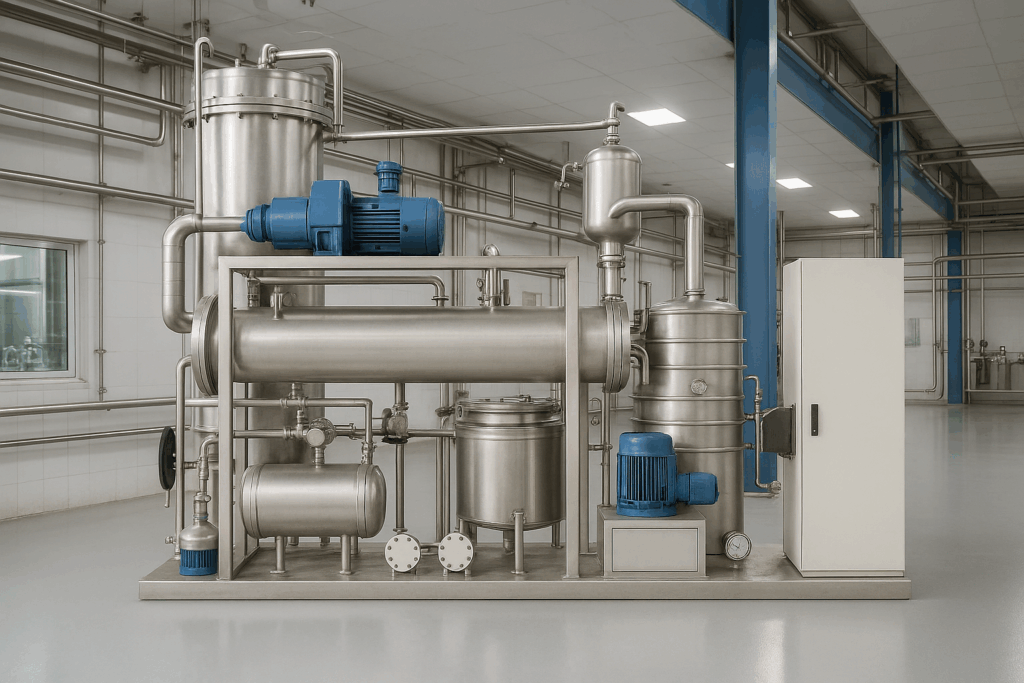
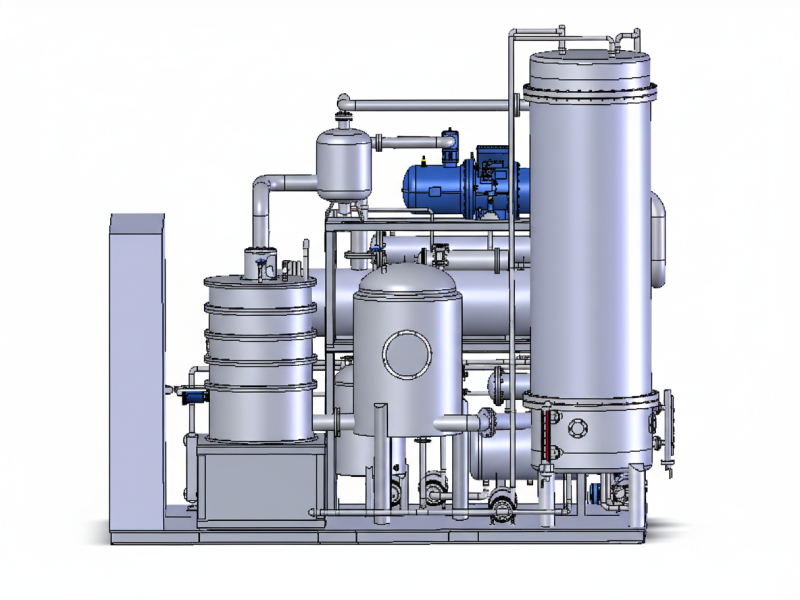
High Gravity Heat Pump Distillation addresses these challenges at a fundamental level. VHPS, short for Vortex HiGee Pump System, represents a next-generation process intensification approach designed for modern industrial separation.
Rather than treating mass transfer, evaporation, condensation, and energy recovery as independent operations, VHPS integrates them into a single, compact separation unit. This integrated philosophy allows industrial plants to rethink how distillation is designed, installed, and operated.
Integrating Separation and Energy Recovery into One Separation Unit
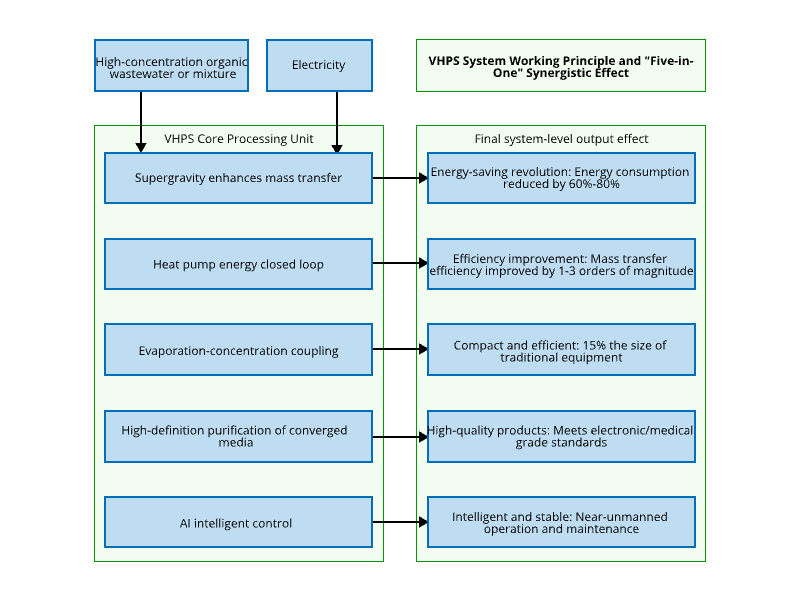
In practical terms, VHPS combines several critical functions that are traditionally distributed across multiple pieces of equipment:
- High gravity mass transfer generated by centrifugal force
- Heat pump based energy recovery to reuse internal waste heat
- Integrated evaporation and concentration within one mechanical chamber
- High precision solvent purification suitable for demanding purity targets
- Intelligent operation through PLC or AI based control systems
By consolidating these functions, VHPS reduces system complexity while improving overall performance. The result is a separation unit that operates continuously, responds quickly to process changes, and maintains stable efficiency over a wide operating window.
HiGee Technology and High Gravity Mass Transfer Principles
At the core of VHPS lies HiGee technology, which applies high gravity fields to intensify mass transfer. Instead of relying on natural gravity and column height, VHPS generates high gravity mechanically.
A high-speed rotor operates at approximately 1000 to 1200 revolutions per minute. This motion creates centrifugal fields that are 200 to 1000 times stronger than earth’s gravity. Under these conditions, vapor-liquid interaction becomes extremely intense.
When the feed enters the rotating chamber, it is immediately exposed to these forces. Consequently, the liquid is dispersed into micro droplets and thin liquid films. Diffusion distances are dramatically reduced, and mass transfer resistance is minimized.
From Rotating Packed Bed Concepts to Open Vortex High Gravity Systems
Early high gravity separation concepts often relied on rotating packed beds to increase surface area. While effective under clean conditions, these designs introduced limitations when handling solids, salts, or viscous streams.
VHPS adopts a different strategy. It employs an open vortex flow path rather than fixed packed beds. Liquid dispersion is achieved dynamically, without relying on internal packing structures. This design significantly reduces the risk of fouling and blockage.
As a result, VHPS achieves a specific surface area of 35000 to 40000 m²/m³, compared to roughly 500 m²/m³ in conventional towers. Separation efficiency increases by one to three orders of magnitude, while the Height Equivalent to a Theoretical Plate is compressed to only a few centimeters. In practice, a VHPS unit less than two meters tall can replace a traditional tower exceeding twenty meters.
Mechanical Vapor Recompression and Heat Pump Integration
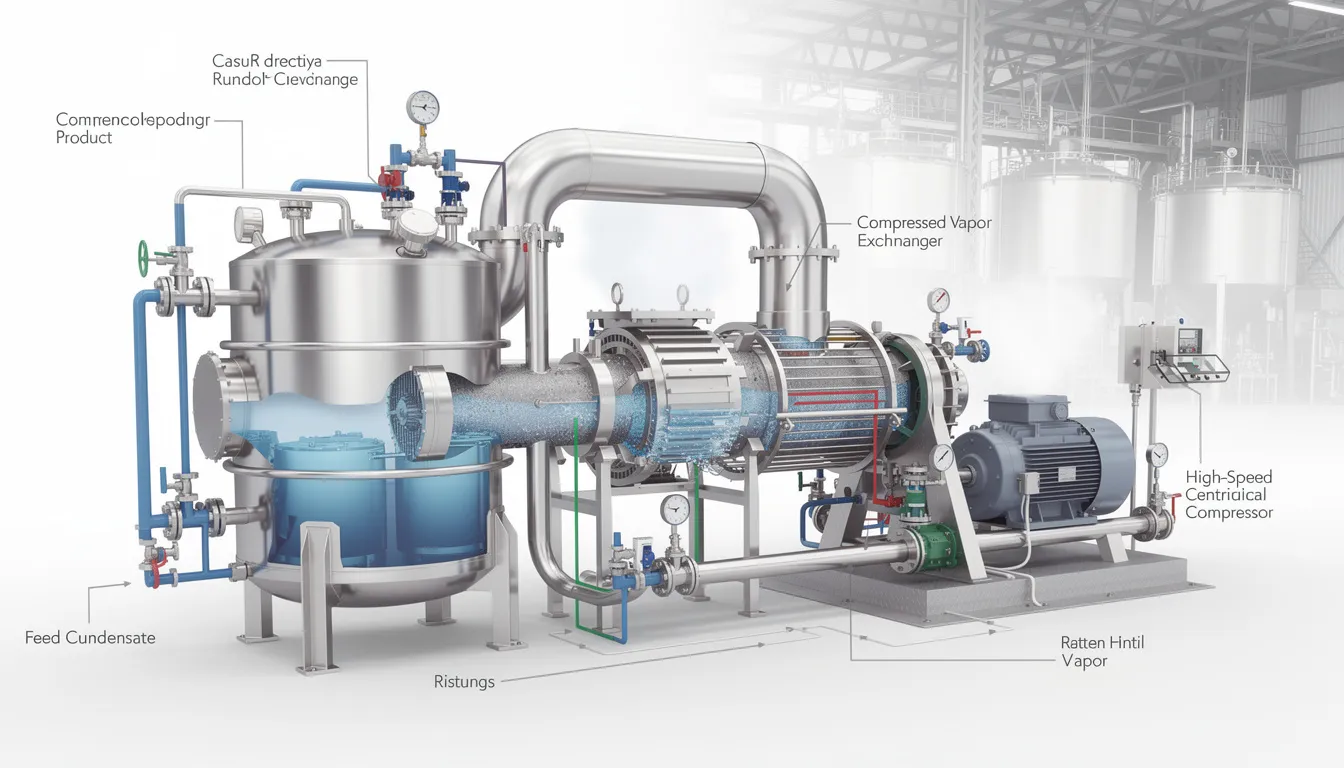
Energy consumption remains one of the largest cost drivers in industrial distillation. Conventional systems operate as open energy loops. Steam supplies the reboiler, while latent heat from condensation is released to cooling water and lost.
VHPS fundamentally changes this energy balance. By integrating a heat pump cycle based on mechanical vapor recompression (MVR), the system closes the thermal loop and reuses internal energy.
Closing the Energy Loop in the Distillation Process
The closed-loop operation follows a clear and efficient sequence:
- Vapor condenses at controlled temperature levels
- Refrigerant absorbs the released latent heat
- A compressor raises refrigerant temperature and pressure
- Upgraded thermal energy is transferred back to the evaporation zone
- The refrigerant cools and repeats the cycle
Through this approach, VHPS achieves a Coefficient of Performance of 4.6 to 6.5. In practical terms, 1 kW of electrical input generates 4.6 to 6.5 kW of usable thermal energy. External steam supply becomes unnecessary, and energy consumption becomes predictable and stable.
Why VHPS Eliminates the Limitations of Traditional Packed Structures
Conventional separation units depend on trays or packed structures to create interfacial area. These components often become bottlenecks when feeds contain solids, salts, or high-viscosity compounds.
VHPS eliminates this constraint. The open vortex design prevents material accumulation and supports stable operation even under challenging feed conditions. Cleaning intervals are extended, mechanical wear is reduced, and long-term availability improves.
VHPS Compared with Conventional Industrial Distillation Systems
From an engineering perspective, High Gravity Heat Pump Distillation represents a shift in system architecture rather than an incremental upgrade.
| Aspect | Conventional Setup | VHPS Solution |
|---|---|---|
| Equipment footprint | Large civil structures | Compact skid |
| Energy source | Steam based | Electrified |
| Waste heat recovery | Not utilized | Fully integrated |
| Solids tolerance | Limited | High |
| Start-up time | Hours | Minutes |
| Long-term OPEX | High | Significantly reduced |
Case Study: Solvent Recovery at 1200 Kilograms per Hour

A real industrial installation illustrates the impact of this approach. The application involved separation of a water and acetic acid mixture with demanding purity requirements.
The feed rate was 1200 kilograms per hour. The target specifications were 99.8 percent water purity and 72 percent acetic acid recovery.
Daily operating costs were reduced from 11015 RMB to 5140 RMB, representing a 53 percent reduction. Annual savings approached two million RMB. In addition, the compact footprint simplified installation, and stable operation was achieved within minutes rather than hours.
Industry Applications: A Versatile Separation Solution
VHPS technology is designed to solve separation challenges across a wide range of chemical process industries. It supports applications that require high separation efficiency, solvent recovery, and low energy consumption.

Lithium Battery and New Energy
Lithium ion battery production requires strict moisture control and efficient solvent recovery. VHPS is widely applied in cathode coating and electrolyte processing. The system enables closed loop solvent recycling.
Typical solvents and streams include NMP, DMC, DEC, EMC, and lithium chloride electrolyte solutions. VHPS reduces solvent loss and operating cost. It supports sustainable battery manufacturing.
Pharmaceuticals and Biotechnology
Pharmaceutical and biotechnology processes often involve heat sensitive compounds, so long residence time is risky. VHPS runs with short residence time and precise temperature control, which helps protect product quality. Target solvents include ethyl acetate, acetone, methanol, ethanol, THF, DMF, and DMSO. Typical applications include solvent recovery from APIs and intermediates, as well as low temperature concentration of herbal and plant based products. VHPS also supports GMP compliant design and reproducible purity.
Electronic Chemicals and Ultra High Purity Solvents
Semiconductor manufacturing demands ultra high purity solvents with impurity levels in the parts per billion range. VHPS delivers sharp fractionation and stable separation efficiency.
VHPS delivers stable separation efficiency for electronic-grade work such as isopropyl alcohol purification, photoresist stripper solvent recovery, and high purity solvent dehydration. The compact skid-mounted setup also helps reduce contamination risk in clean production environments.
Food, Beverage, and Bio Energy
Food and bio based products are often sensitive to temperature, so concentration must be efficient without damaging flavor or active components.
VHPS provides gentle thermal conditions and high energy efficiency. Applications include concentration of low alcohol spirits, aroma preservation in brewing, and separation processes in biodiesel production.
Petrochemical and Power Generation
VHPS is suitable for large scale gas liquid contact operations where flow rates are high and compositions are complex. Applications include gas absorption and extraction in petrochemical units, tail gas desulfurization and denitrification, and ammonia stripping. High mass transfer efficiency reduces equipment size and supports stable operation.
Marine and Environmental Compliance
VHPS supports environmental compliance for offshore and heavy industries. The compact skid design fits space limited environments.
Applications include carbon capture systems for ships and offshore platforms, high efficiency CO2 absorption for CCUS projects, treatment of high salt and high COD wastewater for Zero Liquid Discharge, and centrifugal oil water separation for marine systems.
Conclusion: The Shift to Skid-Mounted Intelligence
The chemical industry is shifting from building large static plants to installing modular distillation systems. High Gravity Heat Pump Distillation fits this direction. It is compact. It is electrically driven. It integrates heat pump energy recovery with smart PLC and AI control.
For new facilities with limited space or retrofit projects focused on energy reduction and decarbonization, VHPS offers a proven path toward high efficiency distillation in chemical engineering.
Calculate the Energy Saving Potential of High Gravity Heat Pump Distillation
VHPS technology is not a standard product. Each distillation system is engineered for a specific solvent, capacity, and operating condition. Energy savings and recovery efficiency depend on accurate process data.
If you face high energy costs, limited plant space, or strict purity requirements, High Gravity Heat Pump Distillation may be the right solution.
Contact GreenDistill today to receive a free performance evaluation.
Our engineers will calculate expected energy savings, separation efficiency, and system footprint based on your process requirements.




{kind=link}