
Direct Answer
Choosing the right solvent recovery system starts with five factors: solvent type, contaminant profile, required purity, processing capacity, and operating mode. In practice, the full selection process also needs to verify equipment configuration, safety compliance, and ROI before a final decision is made.
A well-designed solvent recovery system in chemical plants can cut solvent costs by 30–50%. It also achieves a recovery efficiency of 95–99%.
When Does a Solvent Recovery System Make Economic Sense?
Most chemical plants consider solvent recovery just for one main reason: cost control. However, the plant keeps paying on both ends of the solvent lifecycle.
- Fresh solvent purchases
- Transport and dispose of solvent waste
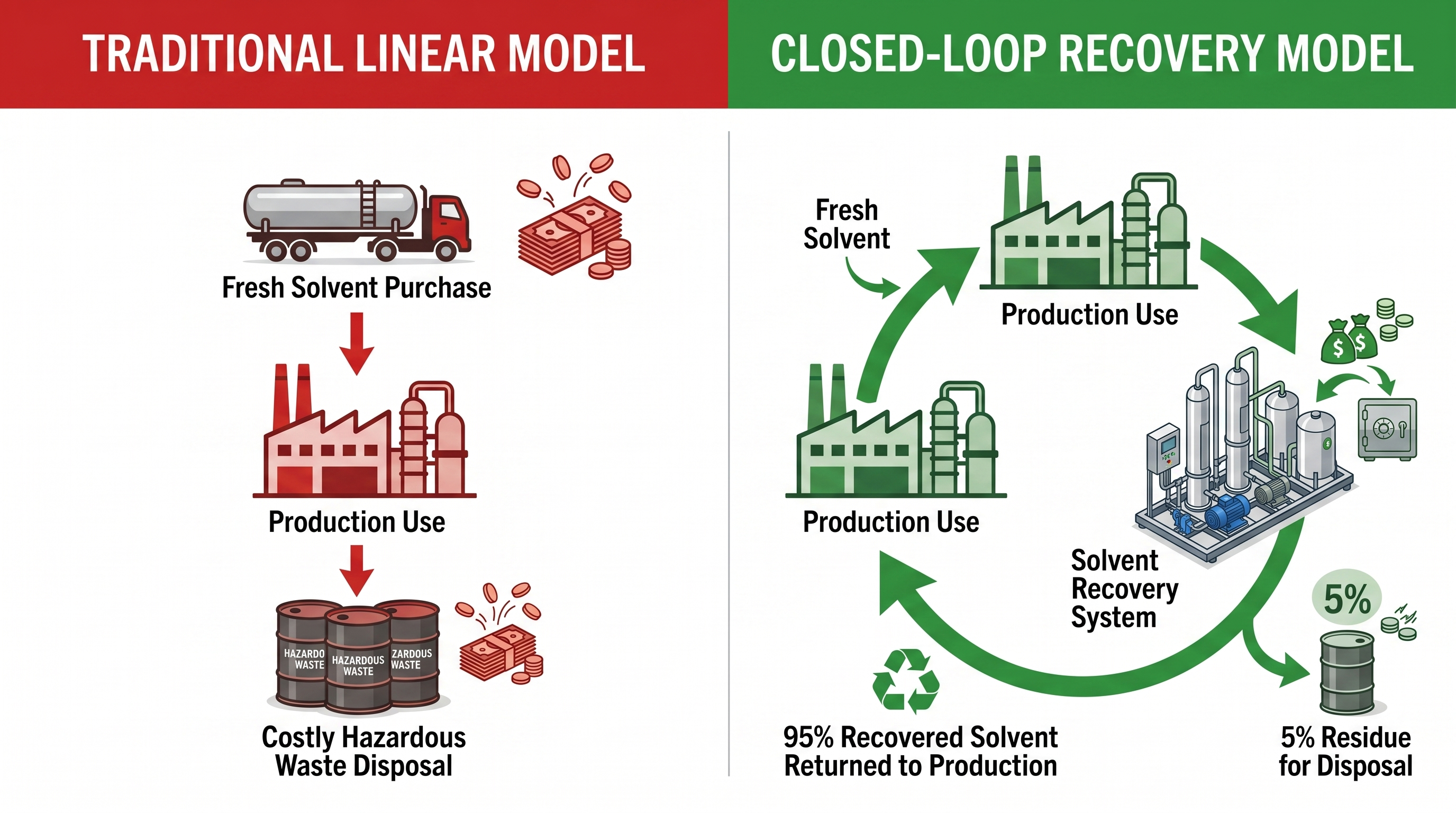
The real problem is not solvent supply itself. The problem is that the solvent is used once and then discarded. This processing method increases both purchasing costs and waste treatment costs simultaneously.
In simple terms, the factory is paying twice for the same solvent. The first payment is the cost of buying new solvent. The second payment is the cost of treating that same solvent as waste after use.
The Core Economic Benefit of Solvent Recovery
This is the most important benefit of solvent recovery. Through distillation, separation, and purification, the system recovers used solvent and returns it to the process for reuse. This creates a partial closed loop inside the plant. As a result, the factory can reduce fresh solvent consumption and cut waste disposal costs at the same time.
Economically, when a plant consumes more than 1 to 2 tons of solvent per day, evaluating a solvent recovery system becomes a practical and necessary step. In real production conditions, solvent recovery often shows clear financial feasibility and attractive return on investment. It is an effective way to control operational costs and improve overall plant efficiency.
In many cases, automated continuous solvent recovery systems also deliver a shorter payback period than batch units. They reduce manual intervention, improve operating stability, and handle larger volumes more efficiently.
How to Choose a Solvent Recovery System?
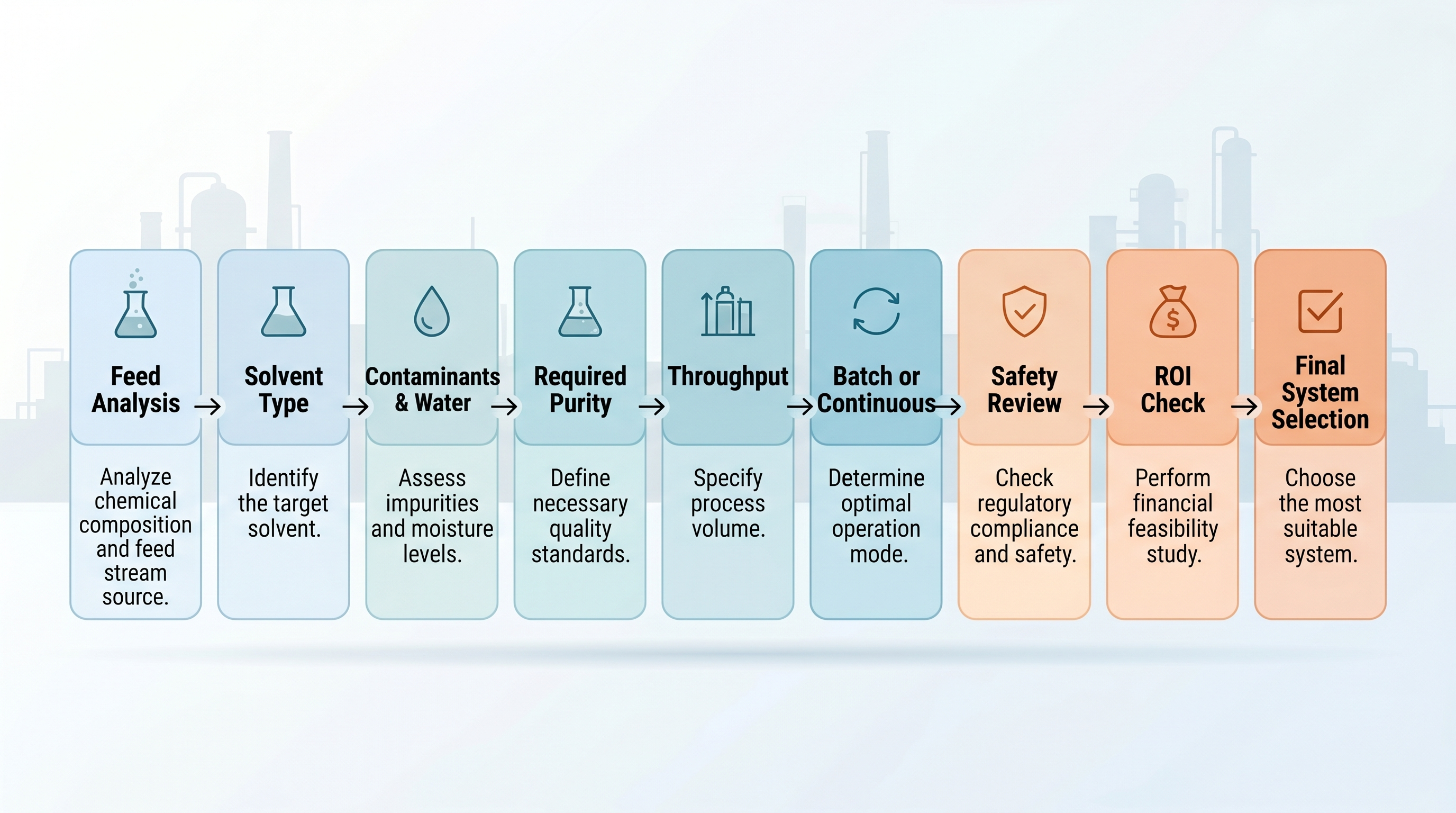
Many key factors affect the final selection of a solvent recovery system. The key question is how a facility can choose the right system for its specific process needs?
Step 1: Identify Your Solvent System
The selection of a solvent recovery solution is determined by the composition of the feed stream and the boiling point distribution of its components. Different solvent systems can vary greatly in separation difficulty, process route, and equipment configuration. In addition, the type and concentration of contaminants in the waste stream also influence the separation technology required.
In practice, the first things to confirm are whether the stream contains solids, how much water it contains, whether the solvent composition stays stable from batch to batch, and what types of contaminants are present.
A single-solvent system can usually be recovered and reused effectively through standard distillation. In actual industrial production, multicomponent systems and close-boiling mixtures are far more common. The very small difference in volatility between components makes the entire separation process particularly difficult. Under these conditions, simple solvent distillation equipment often cannot maintain stable product purity, which means the recovered solvent may fail to meet reuse requirements.
In addition, NMP, DMC, DEC and EMC are widely used in lithium battery manufacturing, pharmaceutical manufacturing, and fine chemical processing. They are generally considered difficult solvents to separate. These solvents usually need multi-stage distillation or specialized column configurations to achieve the purity required for reuse in production.
Step 2: Define Required Purity and Recovery Targets
The target purity should be set based on how the recovered solvent will be reused. Higher purity usually means more theoretical stages, a higher reflux ratio, and higher steam or power consumption.
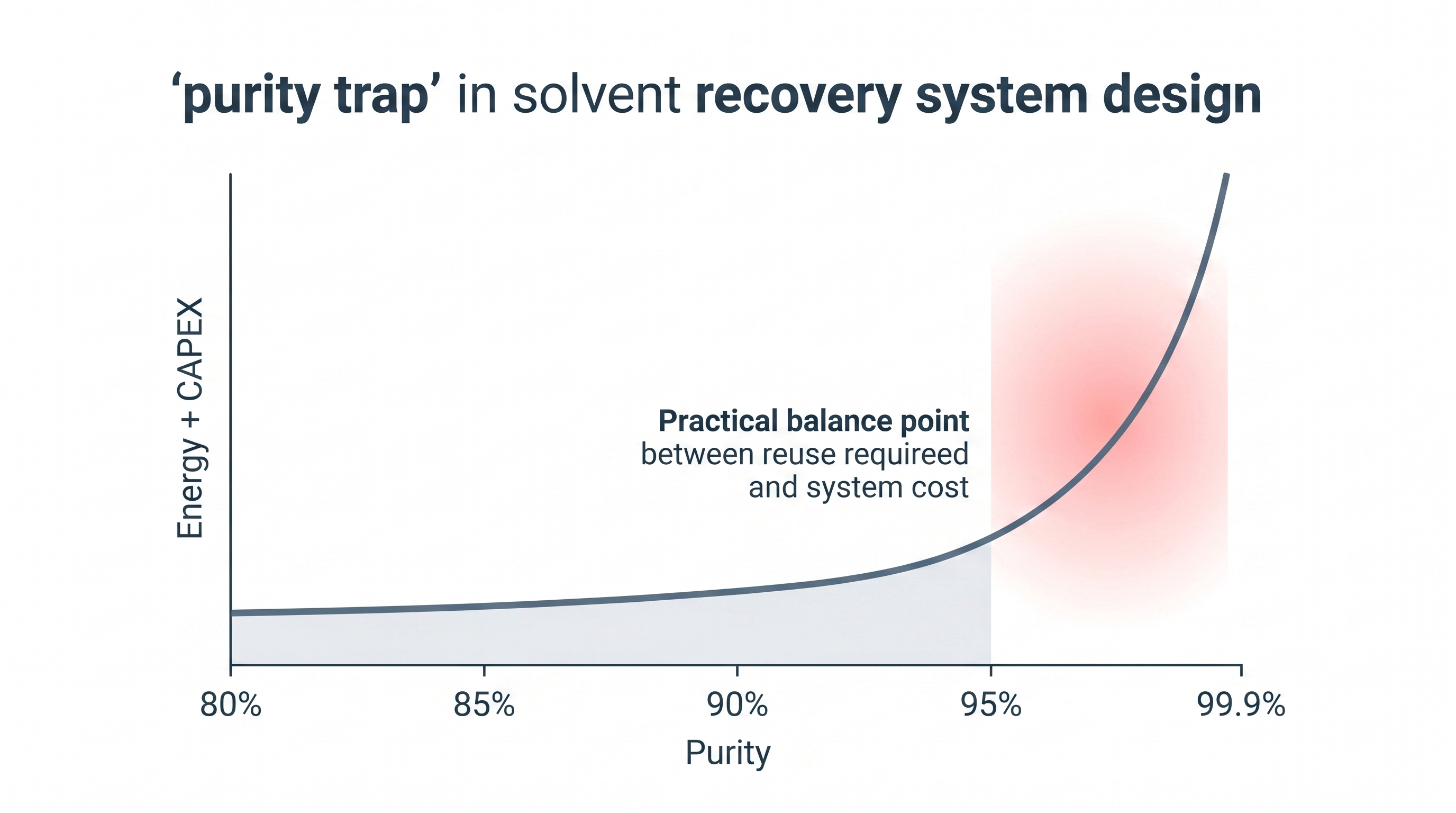
Separation purity correlates exponentially with both distillation column complexity and operational energy consumption. Pushing separation limits does not scale linearly in cost. Extreme purity thresholds often yield diminishing returns. Case Studies indicate that pushing purity from about 95% to above 99% requires more energy, a higher reflux ratio, and sometimes additional rectification stages, but the extra purity may not create practical value for routine reuse.
- Around 95% purity: It is the general standard. This grade stabilizes most in-plant loops by replacing virgin solvent in rough cleaning, routine preparation, and general reaction charging. It offers the best overall cost-performance balance.
- Over 99% purity: This purity level is usually required only for special industrial applications. This level is usually needed only when the solvent is reused in high-precision production, final product synthesis, or strict closed-loop processes. In such cases, additional rectification stages are often necessary.
For this reason, the target purity should be defined by the actual application, not by simply aiming for the highest possible number. Before setting a purity target, the plant should define the actual reuse point, such as cleaning, intermediate washing, or direct return to production, because each use case has a different tolerance for water, residue, and trace impurities.
Step 3: Choose the Right Process Route
The core of solvent recovery process selection lies in balancing solvent complexity, purity targets, and site-specific constraints. A successful implementation must identify the optimal equilibrium between separation efficiency, energy OPEX, and initial CapEx.
Simple Distillation
This distillation process is suitable for single-component solvents with minimal contamination.
- Advantages: Simple distillation has a relatively simple system design, and both initial investment and operating cost are relatively low. Besides, it also occupies the smallest footprint.
- Disadvantages: This method is not suitable for close-boiling mixtures, multicomponent solvent streams, or applications that require high recovered-solvent purity.
Conventional Fractional Distillation
This system is suitable for multicomponent mixtures or general applications with defined purity targets. It is the most basic and widely used industrial solution for high-purity solvent recovery.
- Key Factor:The performance depends on separation efficiency inside the column and precise control of the reflux ratio.
- Technical Note: Use PLC to achieve precise reflux ratio control to reduce the impact on product purity and reduce solvent loss.
MVR (Mechanical Vapor Recompression) Recovery System
MVR system is engineered for continuous, high-throughput facilities. By compressing and recycling the latent heat of secondary vapor, the system replaces live steam with recycled thermal energy. In many cases, it can reduce overall energy consumption by 50% to 80%. This stability is optimized for long-term, full-load production lines.
HiGee (High-Gravity) Heat Pump Distillation
This skid-mounted solution is reserved for height-restricted facilities or the processing of heat-sensitive materials.
- Core Innovation: It combines HiGee technology with heat pump distillation to intensify mass transfer. As a result, separation and drying can be completed in a much smaller footprint.
- Process Edge: The compact system gives the solvent a shorter residence time, and operates at lower temperatures. This makes it more suitable for temperature-sensitive materials.
Step 4: Batch vs Continuous Operation
Choosing batch or continuous operation affects equipment sizing, control strategy, labor input, and utility consumption. The right choice mainly depends on whether the solvent stream is stable, how many hours the line runs, and how often the feed composition changes.
The two main operating modes are batch and continuous operation. A practical way to choose between them is to look at daily operating hours, feed stability, and changeover frequency: if the solvent stream is stable and the line runs for long hours, continuous operation is usually easier to justify, and in many cases it also offers a shorter payback period because it reduces labor input and handles larger volumes more efficiently.
Batch Recovery Systems
Batch systems are engineered for facilities with lower throughput, fluctuating solvent compositions, or frequent product changeovers.
- Advantages: Batch systems are more flexible when solvent composition changes frequently or when the plant handles multiple low-volume streams. They also usually require lower upfront investment.
- Disadvantages: Limited processing capacity, higher specific energy consumption per liter, and an increased reliance on manual intervention, which may compromise consistency.
Continuous Recovery Systems
A continuous system is better suited to large-scale production with a stable solvent source and high processing volume. This system can maintain optimal thermal operating conditions over the long term, which improves energy efficiency.
And the system is designed for deep integration with DCS (Distributed Control Systems). It ensures predictable OPEX under full-load conditions, making it the preferred option for large chemical plants.
While continuous systems are the default choice for stabilized high-volume solvent streams, a “Hybrid Strategy” often yields the best ROI for complex facilities. Plants deploy continuous processing for primary bulk solvents and batch modules for low-volume specialty streams. They can achieve maximum recovery efficiency without sacrificing operational agility.
Step 5: Key Equipment Configuration

The long-term operational stability of a solvent recovery system is a function of total system integration rather than the specifications of any single component. A complete solvent recovery unit typically includes several core sections:
- Fractional Distillation Column: The core engine for component separation. It separates the solvent from impurities
- Condensation Module: Managing phase transition and thermal exchange. It condenses solvent vapor and converts it into liquid
- Reflux Control System: The precision mechanism for defining purity thresholds. It controls separation accuracy and final product purity.
- Pre-treatment Units: Critical barriers for solid contaminant removal and downstream protection.
- Automation & Control (PLC/DCS): Used to control temperature, pressure, reflux ratio, liquid level, and alarms, while reducing manual intervention.
In industrial processes, systemic fluctuations, clogging, and unscheduled downtime rarely originate from the distillation column itself. Instead, failures usually come from two areas.
- Inadequate Pretreatment: When impurities enter the system, they can cause scaling, pipe blockage, and lower heat transfer efficiency.
- Poor integration: When piping, control logic, and operating conditions are not properly matched, the whole system becomes unstable.
This is where a skid-mounted system creates real value. They resolved these integration challenges by shifting the complexity from the field to the factory. Assembly, piping, and pre-commissioning are completed in the factory, we eliminate the variables associated with on-site construction.
This modular engineering approach reduces on-site construction uncertainty, shortens installation time, and makes utility tie-in easier. This makes it a practical solution for retrofits and space-constrained environments.
Step 6: Safety and Compliance Requirements
The design of a solvent recovery system is not only about cost optimization. Safety control and environmental regulations should also be addressed. Factory safety and environmental sustainability are mandatory constraints, not optional improvements.
Most industrial solvents are inherently volatile and flammable. Manufacturing facilities should be built around three essential elements:
- Total Closed-Loop Process Pipeline: An end-to-end hermetic seal to eliminate fugitive emissions at the source.
- Certified Explosion-Proof (Ex/ATEX) Integration: Strict compliance with the required explosion-proof ratings for all electrical components and rotating equipment exposed to solvents.
- Proactive Leak Detection Networks: Identify abnormal conditions before they escalate.
Global regulatory frameworks impose strict ceilings on VOC emissions and workplace exposure limits, specifically those mandated by the Environmental Protection Agency (EPA) and the Occupational Safety and Health Administration (OSHA). These rules directly affect overall system design, sealing strategy, and operating parameter settings.
A well-engineered solvent recovery system can achieve three goals at the same time. It can control fugitive VOC emissions at the source, support long-term regulatory compliance, and significantly reduce safety risks in the workshop.
Step 7: Cost, ROI, and Payback Period
The final step is to evaluate the cost structure and return on investment. This is the stage determines whether the project will move forward.
A solvent recovery system is primarily influenced by several key factors. The ROI calculation should be based on actual plant data, including solvent purchase price, daily solvent loss, waste disposal cost, annual operating hours, and local steam and electricity prices.
- Solvent Procurement Cost: By recovering and reusing solvent, the plant can reduce the amount of virgin solvent that must be purchased. This is the most direct source of cost savings. The higher the solvent price and the larger the consumption volume, the greater the savings.
- Waste Management OPEX: After solvent recovery, the volume of waste liquid sent for treatment drops sharply, typically yielding a 90%–95% reduction. This effectively eliminates the compounding costs of transport, incineration, and regulatory disposal fees.
- Energy Cost: This depends on the recovery process route and the level of heat integration. Conventional distillation usually involves higher energy consumption. By contrast, MVR or advanced heat recovery modules can significantly reduce the cost per liter of processed solvent. This directly affects the net return of the project.
Based on these cost categories, the static payback period of a standard industrial solvent recovery system is often around 12 to 24 months. However, this horizon often accelerates based on two high-impact variables:
- Solvent consumption volume: The larger the consumption scale, the stronger the economy of scale and the faster the cost savings accumulate.
- Solvent purchase price: The higher the unit price of the solvent, the more money can be saved, and the shorter the payback period becomes.
For chemical plants with a high baseline solvent consumption, sustained high-load operation can further amplify the scale effect and shorten the overall capital recovery cycle.
Common Mistakes When Selecting a Solvent Recovery System
When a solvent recovery project fails to meet its performance benchmarks, the root cause is rarely an isolated hardware defect. Instead, the root cause is usually a systematic mistake in the early process design.
In field diagnostics, we consistently trace operational failures back to four design mistakes:
- Critical Decisional Deviations: Ignoring the actual solvent composition is a common mistake. If the solvent mix in the workshop is not accurately analyzed, it can lead to the wrong process route, unstable operation, or recovered solvent that does not meet reuse requirements.
- Underestimating Contaminant Impact: If the content and form of impurities in the waste stream are not fully evaluated, they can cause heat exchanger fouling, pipe blockage, and disruption of mass transfer after entering the system.
- Skipping Pretreatment Design: When necessary front-end units such as filtration or centrifugation are omitted, impurities flow directly into the downstream system and seriously affect long-term operating stability.
- The Purity Trap: Defying the “fit-for-purpose” principle by setting excessive purity targets. This necessitates inflated reflux ratios and redundant separation stages, driving up energy OPEX and system complexity.
These early design errors often do not appear immediately. They build up during operation and eventually undermine the entire project. Initial symptoms manifest as uncontrollable fluctuations and off-spec product purity. Then energy consumption spikes, eroding the project’s net margins. In the final stage, the payback period becomes longer, project economics deteriorate, and the system may fail to achieve its original investment target. Ultimately, the payback period becomes longer. What was projected as a high-yield asset regresses into a financial liability that fails to meet the enterprise’s strategic goals.
Work with GreenDistill
At GreenDistill, we provide industrial-grade modular solvent recovery systems for various industries, such as chemical, pharmaceutical, and battery applications. Our VHPS skid-mounted system integrates HiGee bed technology, MVR-based heat integration, and other separation units to enable solvent recovery, purification, and reuse.
We finalize the integrated system configuration only when the key parameters reach the best balance between separation efficiency and return on investment. This disciplined approach ensures that what we deliver is not just a piece of equipment, but a long-term asset that generates stable performance and solid economic returns.
We do not start with solvent recycling machines recommendations. We start with the solvent recovery process itself. At GreenDistill, every solution is developed based on material properties, recovery targets, energy requirements, and environmental footprints, and then matched with the right system configuration.
Conclusion
A solvent recovery system is not just about buying equipment. It is about changing how a plant uses solvent. Instead of using solvent once and sending it out as waste, the plant can recover it, purify it, and return it to production. The real challenge is not the hardware itself, but whether the system is properly matched to the solvent properties, separation requirements, and site safety standards.
When a production line consumes more than 1 to 2 tons of solvent per day, solvent recovery usually becomes worth evaluating from a cost standpoint. A properly designed system can reduce virgin solvent purchases and cut hazardous waste disposal costs at the same time. In many projects, the payback period is around 12 to 24 months.
Get the Right Solvent Recovery Solution for Your Plant
If you are facing high solvent costs, rising waste disposal pressure, or are unsure which recovery process fits your plant, GreenDistill can help.
We start with your process, not with equipment sales. Based on your solvent composition, recovery target, purity requirement, and site conditions, we design a recovery solution that fits your operation.
Contact GreenDistill for a process evaluation and economic analysis.




{kind=link}