

Direct Answer: What Is an Ethanol Solvent Recovery System and How Is the Right Route Selected?
An ethanol solvent recovery system separates used ethanol from water, oils, dissolved solids, pigments, reaction residues, and other contaminants so the ethanol can be reused in production. Most industrial systems use distillation, vacuum distillation, fractional distillation, condensation, and storage. When higher-purity ethanol is required, dehydration or polishing steps such as membrane separation may be added.
The right recovery route depends on spent ethanol concentration, impurity profile, target purity, processing volume, energy cost, safety requirements and ROI target. The best system is not simply the lowest-priced machine, but the route that recovers usable ethanol reliably with lower solvent loss, energy use and compliance risk.
What Is an Ethanol Solvent Recovery System?

An ethanol solvent recovery system treats used ethanol from production and turns it into reusable ethanol. The recovered solvent can then be returned to the extraction process, cleaning, reaction, washing, or other process steps, depending on the required purity and quality standard.
Spent ethanol is rarely just “ethanol and water.” In real factories, the liquid may contain solid particles, oils, pigments, plant extracts, resins, salts, reaction by-products, proteins, acids or other organic impurities. This is why ethanol recovery should be designed around the actual waste composition instead of the solvent name alone.
For a plant manager or process engineer, the main question is not simply whether ethanol can be distilled. The more useful question is:
Can the recovered ethanol meet the reuse standard at a lower total cost than buying fresh ethanol and paying for waste disposal?
How Ethanol Recovery Works
Most ethanol recovery systems are based on volatility difference, which is also the basis of many industrial distillation process applications.. Ethanol is more volatile than water, oils, solids and many heavy organic impurities. When the spent solvent is heated, ethanol vaporizes first. The ethanol vapor is then condensed back into liquid and collected as recovered ethanol.
This sounds simple, but two technical limits matter.
First, ethanol and water form an azeotrope. With ordinary atmospheric distillation, ethanol concentration cannot be pushed far beyond about 95.6%. If the plant needs 99.5% anhydrous ethanol, the system needs an additional dehydration route.
Second, not all impurities behave like water or solids. If the waste stream contains other volatile solvents or components with boiling points close to ethanol, the separation route becomes more complex. In those cases, the supplier needs a full feed analysis before recommending equipment.
Ethanol Recovery Distillation Process Flow
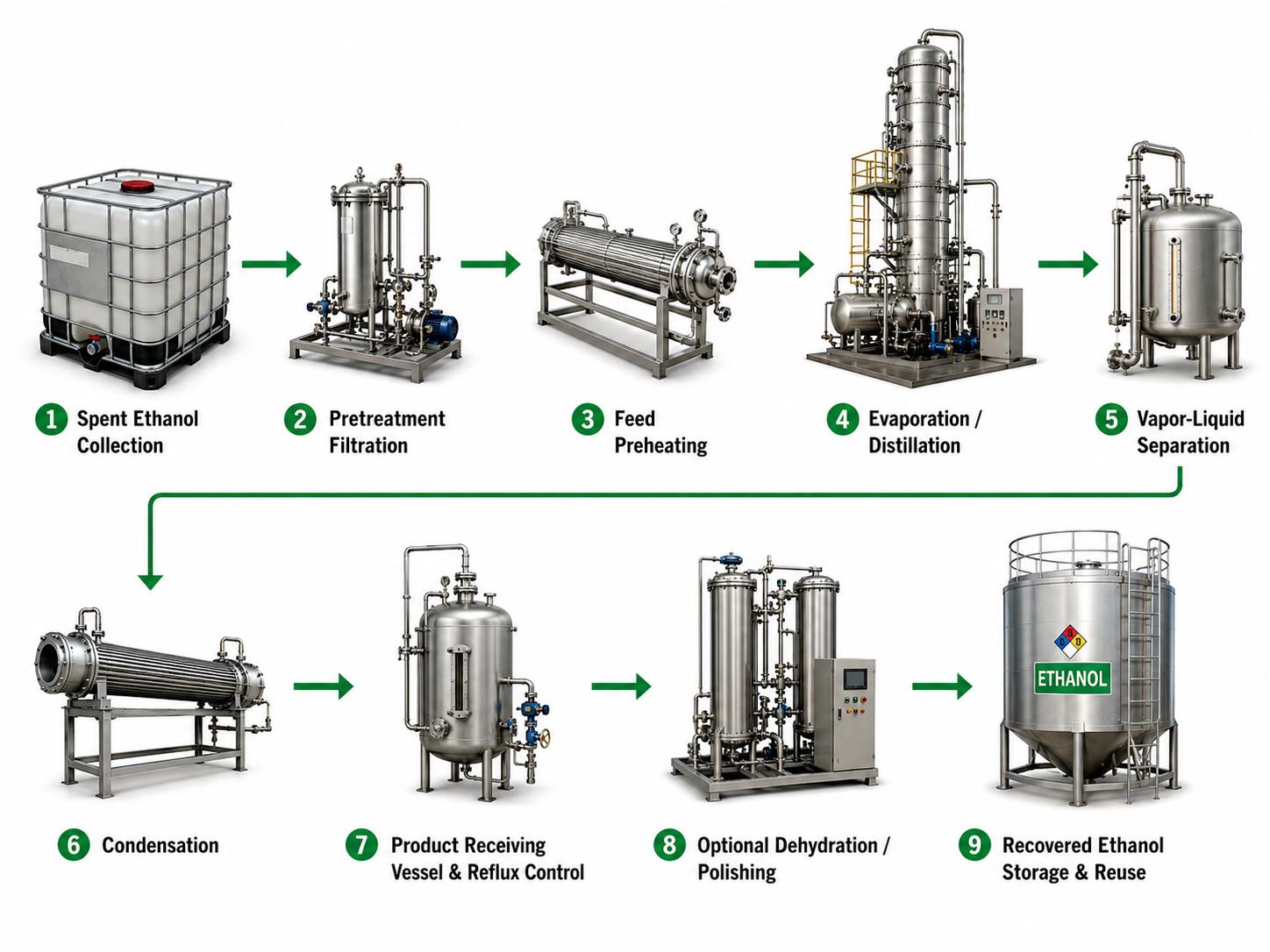
A typical ethanol recovery distillation process includes pretreatment, heating, vapor-liquid separation, condensation, reflux control and recovered ethanol storage. The exact route may change when the feed contains high water content, volatile impurities or requires higher-purity ethanol.
Spent ethanol collection → Pretreatment filtration → Feed preheating → Evaporation or distillation → Vapor-liquid separation → Condensation → Product receiving and reflux control → Optional dehydration or polishing → Recovered ethanol storage and reuse
Why Industrial Plants Use Ethanol Solvent Recovery
For most plants, ethanol recovery starts as a cost problem. Fresh ethanol must be purchased continuously, and spent ethanol must be handled as a controlled waste stream. The higher the daily solvent consumption, the faster these two costs become visible in the production budget.
For example, if anhydrous ethanol is budgeted at 8,000 to 9,000 CNY per ton and a plant consumes five tons or more per day, solvent purchase alone becomes a major operating expense. This estimate should always be updated against local grade, supplier and market pricing, but it shows why recovery equipment can become financially attractive at medium and large production scales.
Waste treatment is the second pressure point. Spent ethanol cannot be discharged or stored casually. Plants normally have two compliance routes:
- Collect and transport spent solvent off-site for hazardous waste treatment.
- Install an on-site recovery system to reduce solvent loss and waste volume.
Both routes can support environmental compliance. The difference is that on-site recovery may convert part of the waste stream back into usable production solvent.
Common ethanol recovery applications include:
- Pharmaceutical and fine chemical production
- Coating, ink and adhesive manufacturing
- Electronics and precision cleaning
- Chemical washing and equipment cleaning
- Specialty chemical reaction processes
- Extraction solvent recovery for botanical and plant extraction processes
Conventional Distillation vs HiGee Heat-Pump Ethanol Recovery
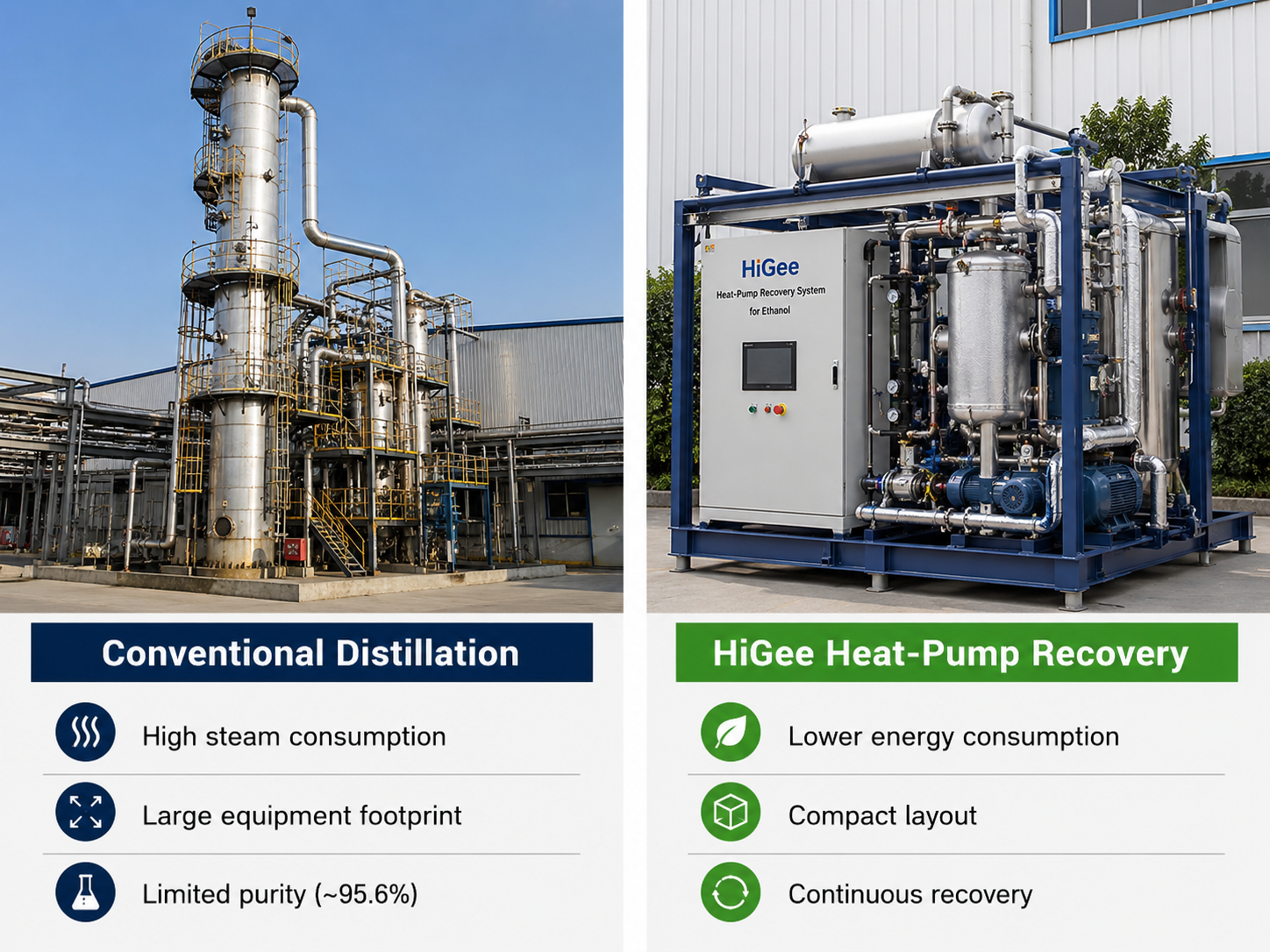
Conventional ethanol distillation separates ethanol through heating, vaporization and condensation. It is widely used and technically mature. However, it can face three common problems in industrial operation:
- High steam or energy consumption
- Large equipment footprint
- Limited purity when ethanol-water azeotrope control is required
GreenDistill’s supergravity heat-pump ethanol recovery system is designed to address these problems. Instead of relying on a tall traditional distillation column, the system uses a supergravity rotating bed to intensify vapor-liquid mass transfer. A heat-pump loop recycles energy and supplies heat to the evaporator more efficiently.
This type of system is especially useful when the plant needs continuous recovery, compact layout, stable operation and lower energy consumption while producing ethanol close to the azeotropic concentration of about 95%.
HiGee Heat-Pump Ethanol Recovery Process
1. Waste ethanol pretreatment
Spent ethanol is collected in a storage tank and filtered to remove visible solids, resin, residue or other impurities that could foul downstream equipment. The filtered feed is then preheated before entering the separation unit.
2. Supergravity bed separation
The preheated feed enters the supergravity rotating bed. The high-speed rotor creates a high-gravity field, which strengthens contact between vapor and liquid. This improves mass transfer in a much smaller space than a traditional distillation column.
In this step, ethanol preferentially vaporizes while more water and heavy impurities remain in the liquid phase.
3. Heat-pump energy cycle
The heat-pump system uses a working fluid, such as an HFC refrigerant, to transfer heat efficiently. Instead of treating heat as a one-way consumption item, the system recovers and reuses thermal energy where possible.
This is the main reason a heat-pump recovery system can reduce operating cost compared with a conventional steam-heavy process.
4. Condensation, product collection and reflux
Ethanol vapor is condensed into liquid ethanol. Part of the condensed ethanol is collected as product, while part is returned as reflux to maintain separation efficiency inside the rotating bed.
Stable reflux control is important because it affects both recovered purity and energy consumption.
5. Breaking the ethanol-water azeotrope
When the required product is 99.5% anhydrous ethanol, ordinary distillation is not enough. Two routes are commonly considered:
- Pervaporation membrane dehydration: Ethanol is first concentrated to around 95%, then dehydrated through a membrane to reach 99.5%.
- Pressurized or variable-pressure supergravity distillation: Operating pressure is adjusted to change the azeotropic behavior and support higher ethanol concentration.
The right route depends on purity target, capacity, water content, utility cost and whether the recovered ethanol will be reused in a regulated process.
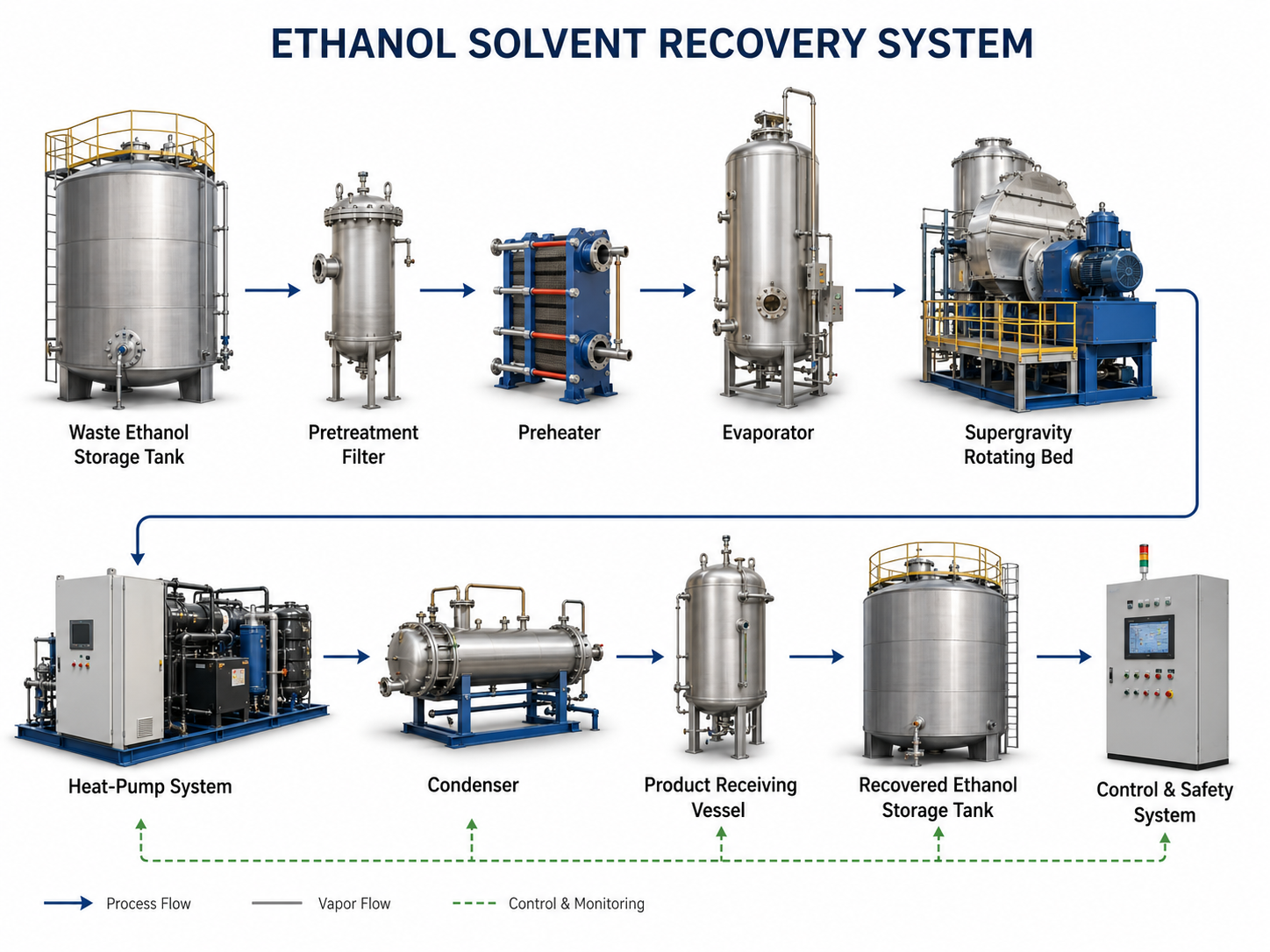
Main Equipment in an Ethanol Solvent Recovery System
| Equipment | Function | Why It Matters |
|---|---|---|
| Waste ethanol storage tank | Stores used ethanol before treatment | Stabilizes feeding before recovery |
| Pretreatment filter | Removes solids, residue, resin and visible impurities | Reduces fouling and protects downstream equipment |
| Preheater | Preheats the spent ethanol before separation | Improves energy efficiency before evaporation |
| Evaporator | Heats ethanol-containing liquid and generates ethanol vapor | Provides the thermal driving force for separation |
| Supergravity rotating bed | Replaces or reduces the need for a traditional distillation column | Improves mass transfer and reduces equipment size |
| Heat-pump system | Supplies heat through energy recycling | Lowers steam demand and operating cost |
| Condenser | Cools ethanol vapor into liquid ethanol | Recovers ethanol and reduces vapor loss |
| Control and safety system | Controls temperature, pressure, flow, reflux and interlocks | Keeps operation stable and safe for flammable vapor |
In a supergravity heat-pump system, the evaporator, rotating bed and heat pump are the key components. The evaporator generates ethanol vapor, the rotating bed improves vapor-liquid contact, and the heat pump reduces the energy required for recovery.
When Is a Supergravity Heat-Pump System Suitable?
Any ethanol recovery project should be evaluated through both technical feasibility and input-output economics. A distillation-based route is usually worth studying when the waste stream contains enough ethanol and most impurities are less volatile than ethanol.
The project needs closer evaluation when one or more of the following conditions apply:
- Very low ethanol concentration
- High water content
- Other solvents with similar boiling points
- Strict reuse requirements for food, pharmaceutical or high-purity production
- Frequent feed composition changes
- Limited installation space or limited steam supply
| Project Condition | Recovery Implication |
|---|---|
| 70% to 95% ethanol waste | Often suitable for distillation or heat-pump recovery evaluation |
| High water content | May require higher energy input or dehydration |
| Need 99.5% ethanol | Requires azeotrope-breaking technology or polishing |
| Heavy oils, solids or pigments | Pretreatment becomes important |
| GMP or pharmaceutical reuse | Requires stricter material, cleaning, validation and impurity control |
| Small batch volume | ROI may depend more on waste disposal cost than solvent savings |
A full feasibility study is difficult to complete from a catalog alone. Plant owners should provide feed composition, daily processing volume, water content, target recovered purity, utilities and reuse requirements before selecting a route.
Application: Ethanol Recovery in Biopharmaceutical Production

Biopharmaceutical production is one of the stricter fields for ethanol solvent recovery. Ethanol may be used for disinfection, extraction, precipitation, protein precipitation or nucleic acid precipitation. In these processes, recovery is not judged only by whether ethanol can be separated. The recovered ethanol must not introduce new quality or safety risks.
In GreenDistill’s VHPS project checklist, the following items are usually reviewed:
| Item | Typical Requirement |
|---|---|
| Main uses | Disinfection, extraction, precipitation, protein precipitation, nucleic acid precipitation |
| Typical spent ethanol concentration | Around 70% to 95% by mass fraction, depending on process use |
| Target recovered ethanol purity | 99.5% or higher when pharmaceutical-grade reuse is required |
| Key impurity control | Acidic impurities below 10 ppm and non-volatile residue below 20 ppm where required |
| Critical risks | Oxidation, aldehyde formation, microbial contamination and pyrogen-related risk |
| System requirements | Low-temperature recovery, short residence time, closed operation, CIP/SIP capability and GMP-oriented design |
This is where the recovery route becomes different from a simple solvent boiling process. A low-temperature, short-residence-time design can reduce the risk of ethanol oxidation and aldehyde-type impurity formation. For pharmaceutical and biotechnology applications, the system may also include online cleaning and sterilization functions such as CIP and SIP.
Not every plant needs this level of specification. A facility recovering ethanol for rough equipment cleaning may use a simpler route. The point is that ethanol recovery should be selected according to reuse grade, impurity risk, validation requirements and production environment.
How Much Does an Ethanol Solvent Recovery System Cost?
The cost of an ethanol solvent recovery system depends on the process duty. A small batch unit for simple ethanol waste is very different from a continuous, explosion-proof, automated system designed for high-volume production.
| Cost Driver | Why It Matters |
|---|---|
| Processing capacity | Larger throughput requires larger vessels, heat exchangers, condensers and controls |
| Ethanol concentration | Low concentration can increase energy cost per ton of recovered ethanol |
| Water content | High water content may require fractional distillation or dehydration |
| Target purity | Higher purity requires more separation stages or polishing |
| Safety requirements | Explosion-proof components and documentation increase CAPEX |
| Automation level | PLC, sensors, alarms and interlocks improve control but add cost |
| Energy-saving configuration | Heat integration, MVR or heat-pump systems may lower OPEX but require more engineering |
For purchasing decisions, CAPEX alone is not enough. A lower-cost system may become expensive if it consumes more energy, loses more ethanol, requires more manual operation or cannot meet the reuse purity.
A practical ROI estimate should include:
- Fresh ethanol purchase cost
- Hazardous waste disposal cost
- Expected recovery rate
- Recovered ethanol purity and reuse value
- Steam, electricity and cooling cost
- Labor and maintenance
- Downtime and cleaning frequency
- Safety and compliance cost
Safety and Compliance Considerations for Ethanol Recovery

Ethanol is volatile and flammable, so safety design should be part of the process selection from the beginning.
Industrial ethanol recovery systems may need:
- Closed feeding and recovery design
- Reliable condensation to reduce vapor loss
- Grounding and anti-static measures
- Explosion-proof electrical components
- Pressure, temperature and level monitoring
- Emergency shutdown logic
- Ventilation planning
- Safe residue discharge
- Compliant storage for recovered ethanol and concentrated waste
The final safety design should match the plant’s solvent handling rules, hazardous area classification, local regulations and operating conditions. It should not be added after the recovery route has already been fixed.
FAQ
Can ethanol be recovered by distillation?
Yes. Ethanol can often be recovered by distillation when it is mixed with water or less volatile contaminants. The route depends on ethanol concentration, water content, other volatile components and required recovered purity.
What purity can recovered ethanol reach?
Recovered ethanol purity depends on feed composition, water content, distillation design, reflux control and whether dehydration or polishing is included. Conventional distillation is limited by the ethanol-water azeotrope, so 99.5% ethanol normally requires an additional dehydration or azeotrope-breaking step.
Is ethanol recovery equipment explosion-proof?
Industrial ethanol recovery equipment often requires closed design, grounding, ventilation planning and explosion-proof electrical controls because ethanol vapor is flammable. The exact requirement depends on site standards, hazardous area classification and local regulations.
Can ethanol-water liquid mixtures be recovered?
Yes. Ethanol-water mixtures can usually be recovered by distillation. However, high water content can increase energy consumption and limit final purity. Fractional distillation, heat-pump recovery or dehydration may be required when the recovered ethanol must meet strict reuse specifications.
What information is needed to size an ethanol recovery system?
A supplier usually needs spent ethanol concentration, water content, other contaminants, hourly or daily volume, target recovered purity, expected recovery rate, operating mode, utility conditions, safety requirements and available installation space.
When is ethanol recovery not worth it?
Recovery may be difficult to justify when ethanol concentration is very low, daily volume is small, contaminants are complex, or the recovered ethanol cannot be reused safely. In these cases, the project should be checked through both lab testing and ROI calculation before equipment is selected.
Final Note
Ethanol solvent recovery is more than a waste treatment option. For many factories, it is a way to reduce fresh solvent purchases, cut hazardous waste handling costs, improve VOC control, stabilize internal solvent supply and improve production efficiency.
The key is to avoid treating every ethanol waste stream the same way. A suitable system must be selected according to feed composition, water content, contaminant profile, target purity, safety requirements, processing capacity and payback expectations. When these conditions are evaluated properly, recovered ethanol can become part of a stable production loop instead of a continuous operating loss.
Work with GreenDistill on Your Ethanol Recovery Project
GreenDistill evaluates ethanol solvent recovery projects based on waste composition, ethanol concentration, water content, recovery target, processing capacity, site utilities, safety requirements and reuse goals.
Instead of recommending a generic recovery machine, the engineering team compares batch, continuous, vacuum, fractional distillation, skid-mounted and energy-saving recovery routes for each project.
To evaluate an ethanol solvent recovery system for your plant, send GreenDistill the following project data:
- Ethanol concentration
- Water content
- Main contaminants
- Daily or hourly processing volume
- Target recovered purity
- Required recovery rate
- Operating mode
- Available utilities
- Safety requirements
- Installation space limits
With these details, GreenDistill can help compare technical routes and estimate whether an on-site ethanol recovery system can reduce operating cost while meeting your reuse and compliance requirements.




{kind=link}