
Quick Answer
HIGEE technology makes solvent recovery systems more compact by using a rotating packed bed (RPB) to create a high-gravity field, with centrifugal acceleration reported at up to 1000g in certain designs. Under suitable operating conditions, this intensified contact can increase the liquid-side mass transfer coefficient by approximately 5–8 times and reduce the Height Equivalent to a Theoretical Plate (HETP) to around one-third to one-fourth of that of conventional packed towers.
As a result, suitable separation duties can be handled in a much smaller contact zone, making HIGEE suitable for compact, skid-mounted solvent recovery systems in space-limited or retrofit projects.
Why Conventional Solvent Recovery Systems Require Large Footprint

Traditional solvent recovery systems often depend on tall distillation columns to provide sufficient vapor-liquid contact. In addition to the main separation section, the system also includes heat-exchange equipment, solvent receivers, vacuum units, piping, platforms, and maintenance access.
Together, these sections increase layout demand and make installation more complex in industrial plants.
Tall Columns Need Contact Height and Structural Support
Conventional designs depend on tall columns to achieve sufficient mass transfer. Separation performance depends on adequate vapor–liquid contact, packing height, column diameter, and the required theoretical stages.
As processing demand increases, the vertical structure also becomes larger. This increases overall equipment volume and often requires heavy foundations and additional structural support.
Auxiliary Equipment Adds More Layout Pressure
A full system includes more than the main separation unit. It also requires condensers, reboilers, receivers, vacuum units, and piping networks. Each section increases layout demand and installation complexity.
In addition, operating clearance, maintenance access, pipe routing, platforms, and safety distance further expand the overall system footprint. This makes the complete setup bulkier and more difficult to integrate into existing plants.
Limited Plant Space Makes Retrofit Projects Difficult
In many plants, space is limited. This is common in brownfield sites and specialty chemical facilities. Workshop height may restrict tall installations. Tight layouts make it difficult to fit large systems. Retrofitting becomes challenging, especially when production lines must remain active.
This is where a smaller contactor and modular skid layout become valuable.
Why HiGee Technology Offers a More Compact Route

The limitations of conventional solvent recovery systems have pushed many plants to explore more compact separation approaches. One of the most important developments is HIGEE technology, which uses a different mass-transfer mechanism from traditional tower-based designs and here are the reasons why:
Rotating Packed Beds Reduce Dependence on Tall Columns
HIGEE technology uses a rotating packed bed (RPB) to generate a strong high-gravity field inside the separation unit. This high gravity environment enhances gas–liquid contact and increases mass transfer efficiency per unit volume.
As a result, the required contact volume becomes much smaller. Under suitable operating conditions, the system can partially substitute for the height requirements of conventional tall towers while maintaining effective separation performance.
Skid-Mounted Design Solves Layout Constraints
Modern designs combine high gravity distillation with modular integration. The process unit, utilities, and process control can be assembled into a skid-mounted system. This reduces installation time and simplifies plant integration. It also improves flexibility for retrofit projects.
For many facilities, this approach provides a practical solution while maintaining efficient industrial solvent recovery.
What Is HiGee Technology and How Does a Rotating Packed Bed Work?
To understand why HIGEE can reduce system size, it is first necessary to examine the underlying separation principle and the role of the rotating packed bed.
What Is HiGee Technology?
HiGee technology refers to high-gravity process intensification. It is a chemical technology that modifies how mass transfer occurs by replacing normal gravity with a much stronger force field.
This approach is widely discussed in engineering research, including work referenced by organizations such as the American Chemical Society.
In solvent recovery, HIGEE is typically implemented using a rotating packed bed (RPB). Instead of relying on conventional packed bed or tray-based contact, the system uses rotation to create an effective high-gravity field.
This changes how the liquid phase and vapor interact during separation.
How the Rotating Packed Bed Intensifies Vapor-Liquid Contact
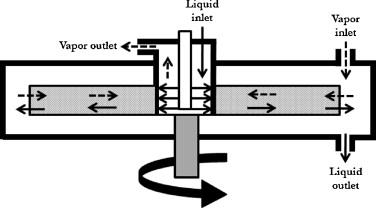
The rotating packed bed is the core unit in high gravity distillation. It consists of a rotor filled with structured packing material. As the rotor spins around its axis, strong centrifugal forces are generated.
Liquid enters the rotor and spreads across the packing as a thin film. At the same time, vapor flows through the bed and contacts the liquid. This creates intensified vapor-liquid contact and a much higher mass transfer rate compared to conventional methods.
Because of this mechanism, the RPB changes the way gas–liquid mass transfer occurs. The process is no longer limited by gravity-driven flow. Instead, it is driven by controlled rotation and contact dynamics within the packed structure.
How HIGEE Shrinks Solvent Recovery Systems

The compactness of HIGEE systems comes from how mass transfer is intensified inside the separation zone. Several engineering effects contribute to this reduction in system size. These Include:
Higher Mass Transfer in a Smaller Volume
Higher mass-transfer efficiency per unit volume allows the required separation duty to be handled within a shorter and smaller contact section. This reduces the size of the main separation unit and lowers dependence on tall column installation.
As a result, HIGEE-based systems can offer:
- smaller contactor sections for compact skid layout
- less dependence on tall vertical structures
- reduced structural steel and platform requirements
- shorter on-site tie-in work during retrofit projects
- more predictable factory-assembled package delivery
Reduced Footprint Compared with Conventional Contact Equipment
Traditional systems rely on large vertical structures to maintain vapor–liquid contact. These layouts often require tall towers, platforms, and support frames, making modularization more difficult and increasing plot space demand.
By contrast, a compact separation unit reduces structural requirements and lowers dependence on tall installations. The overall layout becomes more flexible, which is especially valuable in space-constrained plants.
Better Fit for Skid-Mounted Solvent Recovery
Compact separation hardware is well suited for skid-mounted solvent recovery systems. The process can be integrated into a factory-assembled package rather than constructed section by section on site. A smaller separation core also simplifies piping layout, structural support, and utility integration.
This supports:
- easier modular fabrication
- simpler transport and handling
- faster site installation
- shorter on-site tie-in work
- improved retrofit potential in existing plants
- more predictable packaged system delivery
This is especially relevant for pharmaceutical, battery material, and fine chemical plants where solvent recovery must be added without major building modification.
How a HiGee-Based Solvent Recovery System Works

In industrial practice, HIGEE is integrated into a complete solvent recovery workflow rather than operating as a standalone separation device. Below are step-by-step process:
Step 1: Feed Segregation and Pretreatment
The process begins with collecting solvent streams from the plant. These may come from production cleaning, extraction processes, coating operations, or API and fine chemical solvent streams. Source segregation is often applied to reduce feed fluctuation, improve process control, and protect downstream separation performance.
Pretreatment prepares the feed for stable operation. This may include filtration, phase separation, or removal of solids. In some cases, water content is adjusted. These steps protect the unit, improve process control, and support reliable downstream separation performance.
Step 2: HIGEE High-Gravity Separation
The pretreated feed enters the rotating packed bed, which forms the core of the system. As the rotor spins, strong centrifugal forces create a high gravity environment. Liquid spreads across the packing material as a thin film, while vapor flows through the bed.
This intense contact improves mass transfer between phases. Volatile components move into the vapor phase, while heavier components remain in the liquid, enabling efficient distillation within a compact unit.
Step 3: Condensation and Solvent Collection
The vapor leaving the separation section moves to a condenser. Cooling converts the vapor into liquid through controlled heat removal. The condensed stream is then collected in a receiver. Depending on composition, phase separation may occur if water or other immiscible components are present. This step ensures that the recovered solvent is stabilized and ready for reuse or further treatment within the solvent recovery system.
Step 4: Reuse, Polishing, or Residue Handling
Recovered solvent can be returned directly to the production line if it meets purity, water content, and process-specific quality requirements. In some cases, additional polishing steps are applied to meet stricter specifications.
Residual heavy components are removed as a separate stream for safe handling or disposal. This final stage completes the recovery process, supporting sustainability, reducing waste, and improving overall plant efficiency.
HIGEE vs Conventional Solvent Recovery Design
Item | HIGEE / RPB-Based System | Conventional System |
Core principle | High-gravity intensified mass transfer | Conventional gravity-driven contact |
Main contact equipment | Rotating packed bed | Packed or tray column |
Equipment size | More compact | Larger |
Footprint | Lower | Higher |
Modularization potential | Strong | More limited |
Skid-mounted suitability | High | Lower for tall systems |
Brownfield retrofit fit | Better in tight spaces | More difficult |
ngineering focus | Rotor design, controls, integration | Structure, height, installation load |
From HIGEE Technology to GreenDistill Skid-Mounted Solvent Recovery
While HIGEE technology is often introduced as a process intensification concept, its real value depends on system delivery. Industrial users need more than a single unit. They require a stable, integrated, and controllable solution.
This is where GreenDistill is positioned. It builds on high gravity distillation and rotating packed bed design, but focuses on full solvent recovery systems rather than standalone equipment.
Instead of treating the RPB as an isolated device, GreenDistill presents a system-level approach. It combines separation, condensation, solvent handling, and process control into a unified platform. The goal is to deliver a practical solution that can operate reliably in real plant conditions.
Compact Engineering for Real Plant Integration
The GreenDistill approach is based on integration, not just miniaturization. The system is designed as a compact skid with coordinated subsystems.
This includes separation, utilities, and control within a single engineered unit.
Key design logic includes:
- compact skid layout for reduced space demand
- integrated process flow from feed to solvent recovery
- solvent collection and reuse within the same system boundary
- matched utilities such as cooling, vacuum, and energy supply
- control systems designed for stable and safe operation
This structure supports faster installation and improves readiness for industrial deployment.
Applications for GreenDistill Compact Solvent Recovery

Pharmaceuticals and API Manufacturing
GreenDistill is suited for API solvent recovery where purity and layout control are critical. Many facilities operate under strict space and safety constraints. A compact system supports controlled installation while maintaining reliable solvent recovery process performance.
Lithium Battery Solvent Recovery
In battery production, NMP recovery is a key requirement. Plants often face high solvent usage and limited space. A skid-mounted system allows efficient solvent reuse while fitting into constrained production lines.
Fine Chemicals and Specialty Solvents
Many fine chemical plants handle multiple solvent streams and batch operations. These environments often require flexible and modular solutions. GreenDistill supports industrial solvent recovery in retrofit-heavy facilities where space and integration are major constraints.
Conclusion
HIGEE technology introduces a different approach to solvent recovery systems. By using high gravity distillation inside a rotating packed bed, it changes how mass transfer is achieved. Separation is no longer dependent on tall structures alone. Instead, performance comes from intensified contact within a controlled environment. This makes it a practical option when conventional designs become difficult to install or integrate.
At the system level, the real value lies in how this technology is applied. Integrated solutions like skid-mounted recovery systems make it easier to connect process, utilities, and control into one unit. However, there is no single universal solution. The suitability of HIGEE depends on solvent properties, operating conditions, and plant constraints. Careful evaluation remains essential for achieving stable operation and reliable solvent reuse.
FAQ
1. What is HIGEE technology in solvent recovery?
HIGEE technology uses a rotating packed bed to create a high-gravity field that intensifies vapor–liquid mass transfer. In solvent recovery, it can reduce dependence on tall distillation columns and support more compact system layouts.
2. Does HIGEE replace conventional distillation columns?
Answer:
Not always. HIGEE can replace or reduce part of the contact section in suitable separation duties, but final system selection depends on solvent composition, boiling point difference, purity target, feed stability, and operating pressure.
Why is HIGEE suitable for skid-mounted solvent recovery systems?
Answer:
Because the main contactor is more compact, it is easier to integrate with condensers, receivers, vacuum units, piping, and controls on a skid. This helps reduce installation complexity in space-limited plants.
Is HIGEE suitable for NMP recovery in lithium battery production?
Answer:
It may be suitable when the process is properly engineered for NMP’s high boiling point, water miscibility, safety requirements, and energy demand. Vacuum operation, condensation control, and heat integration should be evaluated before system selection.
Evaluate Whether HIGEE Fits Your Solvent Recovery Project
Are you dealing with limited plant space, tall column constraints, or complex retrofit requirements? A HIGEE-based solvent recovery system may offer a more compact and flexible solution if it fits your process conditions. The key is not just the technology, but how well it aligns with your solvent composition, operating hours, purity targets, and site layout.
If you’re assessing options, our team at Jiangsu Distillation Ltd. can help you evaluate feasibility from an engineering perspective. Visit our website to explore technical resources or request a tailored assessment for your project.




{kind=link}