

If you have ever worked on a lithium-ion battery production line, you already know one thing. Solvent recovery always looks simple during the design phase, but it becomes painful once production ramps up and real constraints appear.
In the early days of new energy vehicle manufacturing, solvent recovery was not a major constraint for the overall process. Production volumes were limited, and recovery efficiency was often acceptable. As electric vehicle demand grew rapidly, plant capacity expanded at the same time. The low recovery rates and high energy consumption became difficult to ignore. Many battery manufacturers were forced to reconsider solvent recovery as a core process, not a supporting utility.
This is where VHPS distillation system is specifically designed to meet the unique process requirements of lithium-ion battery production. This article explains how the system is applied in nmp recovery system and how its operating principles address real production challenges.
Why Engineers Care So Much About NMP Recovery Systems

Let us be honest. No one in a battery factory pays much attention to solvent recovery. It only gets attention when it starts limiting production or environmental protection issues need to be considered.
NMP solvent is highly valuable and a critical material in electrode coating. But cost alone is rarely the real trigger. When recovery efficiency drops, exhaust treatment systems become unstable, and volatile organic compounds (VOCs) emissions begin approaching regulatory limits. Operators find themselves constantly adjusting operating conditions just to stay compliant.
From an engineering point of view, NMP recovery systems are no longer only about solvent reuse. They are part of the plant’s air handling and HVAC infrastructure, directly affecting exhaust control, air quality, and long-term process stability.
Stable solvent recovery also reduces raw material consumption, lowers waste handling volume, and helps control VOC emissions at the source. In lithium-ion battery production, these factors directly translate into lower operating costs and more predictable regulatory compliance.
The Space and Layout Problem Inside Battery Plants

Battery manufacturing depends on dry rooms with strict temperature and humidity control. Engineers know how expensive these spaces are and how difficult they are to modify once production has started.
Traditional distillation towers do not fit naturally into this environment. Tall columns require special foundations, large buildings, and long construction cycles. As a result, solvent recovery units are often installed far away from the coating area.
On drawings, this layout looks acceptable. In daily operation, it creates problems. Long pipelines increase heat loss and pressure drop. Condensation appears where it should not. Maintenance requires coordination across multiple areas of the plant.
Over time, this distance can significantly increase operating costs, even if the impact is not obvious at the beginning. The VHPS distillation system uses a modular design, and its lower space and piping requirements effectively avoid this issue.
What is The VHPS Distillation System

VHPS is a compact, modular design distillation system for solvent recovery and other solvents purification in lithium-ion battery plants. It is not simply a supergravity device. It is a heat-pump distillation system that combines supergravity separation with an MVR heat-pump loop.
Most solvent recovery systems rely on condensation, adsorption, or distillation. Distillation remains the most widely used method for high-purity solvent recovery. In the VHPS system, supergravity is responsible for separation, while the MVR heat pump manages energy reuse and thermal balance.
Inside the rotating packed bed, the liquid solvent is spread into thin films and fine droplets under strong centrifugal force. Gas and liquid contact each other over a very short distance, which significantly improves heat transfer and mass transfer efficiency.
At the same time, vapor generated during distillation is compressed and reused as the heating source. Latent heat stays inside the process instead of being discharged. As a result, the system runs fully on electricity without relying on steam.
For engineers, this combination matters more than either technology alone.
Supergravity Matters in VHPS Distillation System
Supergravity in VHPS is not used as a standalone separation technology. Its role is to intensify mass transfer inside an electrically driven heat-pump distillation system.
Under a strong centrifugal field, the liquid solvent forms extremely thin films and fine droplets. This shortens diffusion distance and improves separation efficiency without relying on column height. From a separation design point of view, the effective HETP is significantly reduced.
The practical benefit is controllability. Short residence time shortens startup time and allows faster response to load changes, while reducing the risk of solvent degradation. This is particularly important for NMP and other heat-sensitive organic solvents used in battery manufacturing.
Why Engineers See VHPS as a Practical Advantage
1. Smaller Footprint That Actually Solves Layout Problems
In battery plants, space is never just space. It is always linked to dry room cost, layout constraints, and future production expansion.
Traditional distillation systems solve separation by adding height. That approach works, but it locks the plant into a fixed layout. Once installed, relocation or modification becomes difficult.
VHPS increases separation efficiency through supergravity rather than height. A single skid-mounted unit may handle less throughput than a large tower, but multiple units still occupy far less total space.
Skid mounted distillation units are compact and can be split into subunits for easier transport and installation. This equipment can be installed close to coating machines or electrolyte filling areas. Shorter pipelines mean less heat loss, lower leakage risk, and fewer operational issues over time.
2. Electric Operation That Stabilizes Operating Costs
Steam systems introduce complexity. Boilers, condensate return, and pressure control require continuous attention, and energy cost fluctuations are difficult to manage.
VHPS avoids this by using an MVR heat pump loop and operating entirely on electricity. Vapor generated in the distillation process is compressed and reused as the heating source.
In practice, this results in lower and more predictable operating costs. Compared with conventional steam-heated distillation systems, total energy consumption can be reduced by more than half, depending on operating conditions.
For battery plants that already rely heavily on electrical infrastructure, this configuration simplifies energy management and long-term cost planning.
3. Solvent Recovery and Purification in One Process
Recovered solvent is only valuable if it can be reused without creating new risks.
Many solvent recovery systems perform well initially but struggle to maintain purity over time. Water content increases, and trace contaminants accumulate.
VHPS addresses this by combining recovery and purification within the same distillation process. Under supergravity conditions, the liquid phase is dispersed into micro-scale droplets, creating a very large effective contact area.
This allows precise separation of NMP and other organic solvents such as DMC, DEC, and EMC. The result is a continuous solvent purification process suitable for closed-loop reuse in battery production.
4. Safety and Environmental Control Built into the System
Handling NMP and organic solvents always raises safety concerns.
VHPS systems are designed for fully enclosed operation and hazardous-area installation. Low operating temperature and short residence time reduce the risk of solvent degradation, while enclosure minimizes uncontrolled VOC emissions.
Closed-loop solvent recovery also improves air quality inside the plant by reducing fugitive emissions. From an engineering perspective, this simplifies environmental compliance without adding separate treatment layers.
From an operational perspective, these features reduce safety-related interventions over the system’s lifetime.
How Solvent Recovery Is Integrated into the Electrode Coating Process
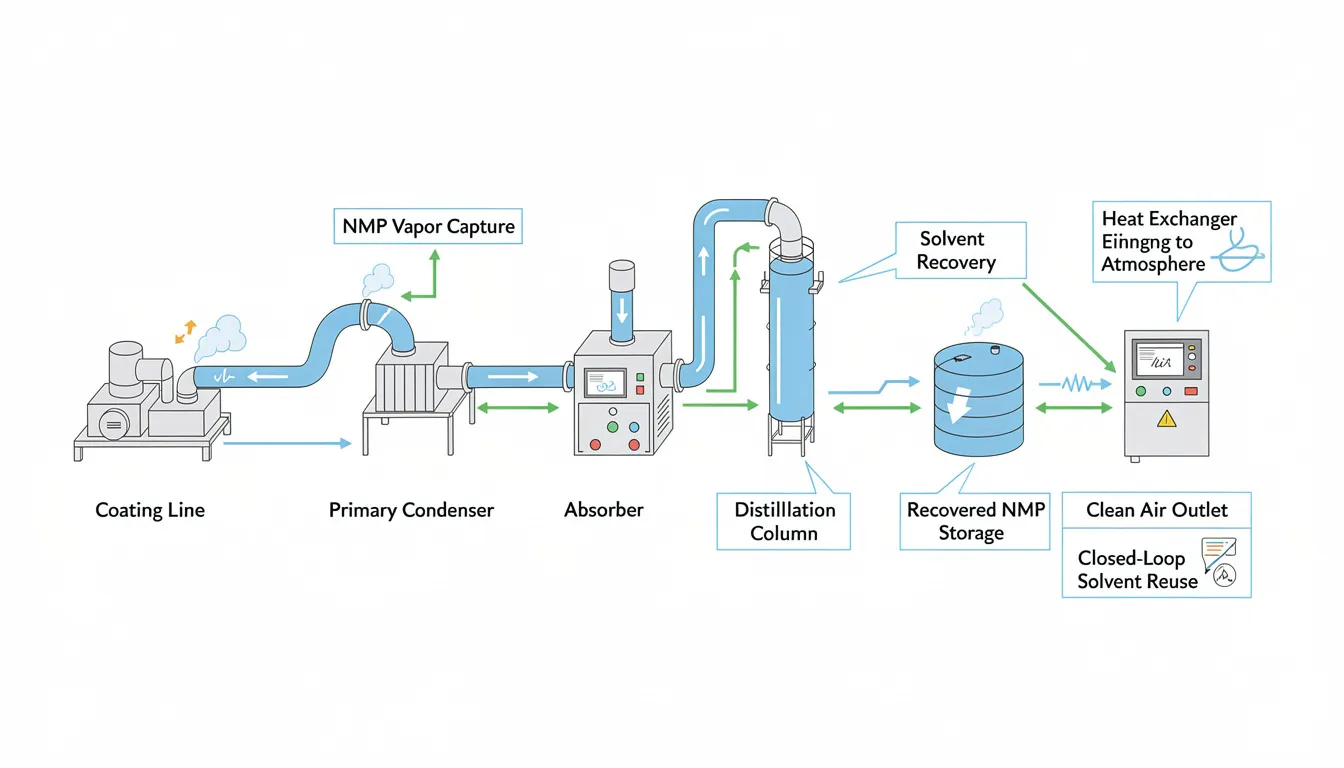
In lithium-ion battery production, solvent recovery systems are primarily used to capture and reuse organic solvents released during electrode coating and drying processes. And the NMP recovery systems enhance environmental compliance in lithium-ion battery production.
In practice, engineers integrate VHPS into the coating line through three main phases.
Step 1: Adsorption, Desorption, and Condensation of NMP
During electrode coating, NMP evaporates in the drying oven and exits with hot exhaust air. Air volume is large, while solvent concentration is relatively low.
Most plants use adsorption wheels or similar concentrator systems to capture NMP and other VOCs from exhaust streams. These systems typically follow three phases: adsorption of solvent from air, desorption to regenerate the adsorbent, and condensation for liquid solvent collection.
VHPS is installed downstream of this stage and receives the condensed NMP liquid, typically at moderate concentration. One system can handle combined streams from multiple coating lines without becoming a bottleneck.
Step 2: Skid-Mounted Distillation and Purification
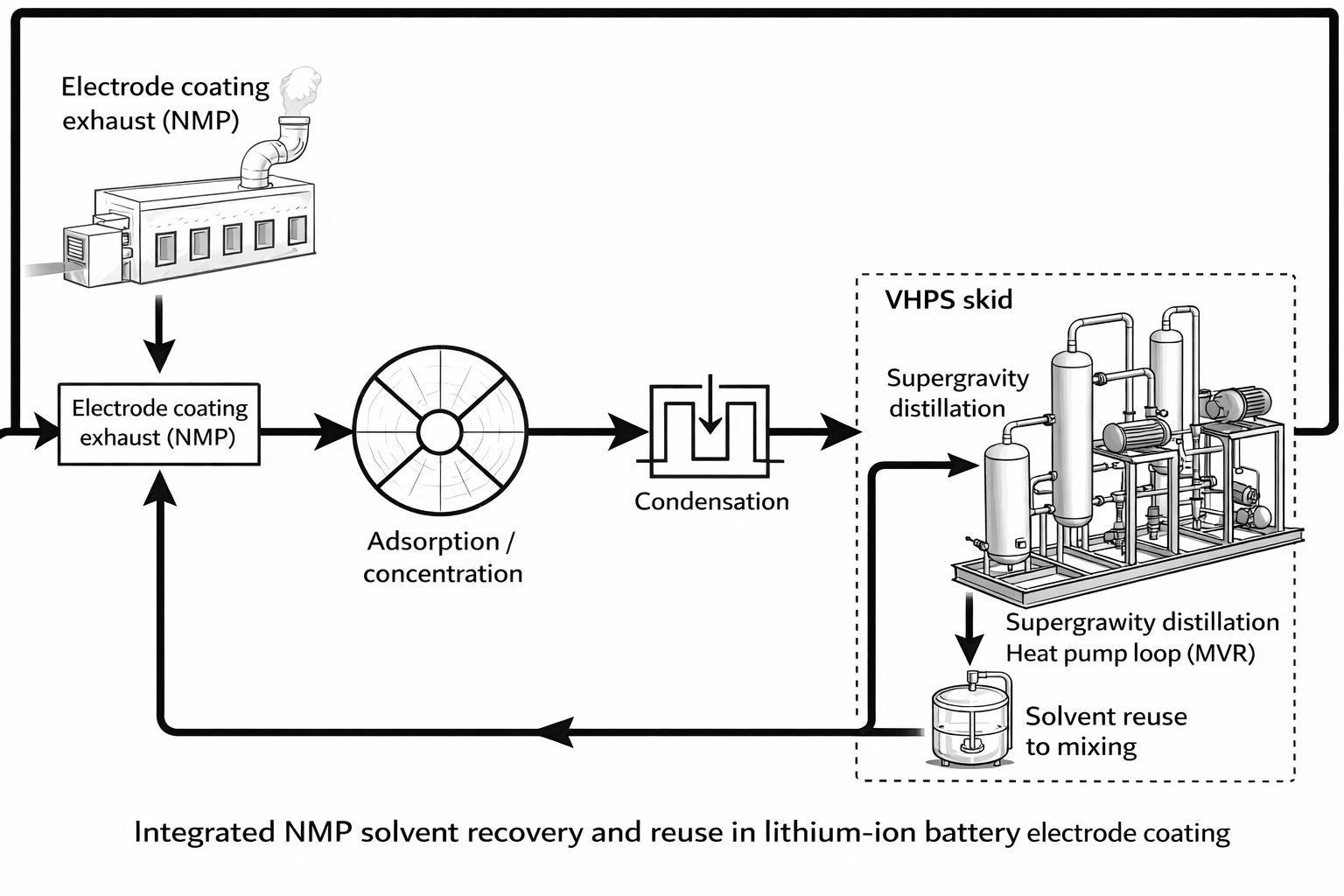
The concentrated solvent enters the skid-mounted VHPS distillation system.
Inside the unit, supergravity separation improves mass transfer, while the heat pump loop stabilizes the thermal process. Water and volatile impurities are separated through controlled distillation, while non-volatile contaminants remain behind.
Recovery and purification occur within the same equipment, simplifying system interfaces and control.
Step 3: Returning Solvent to Slurry Preparation
Once solvent meets purity requirements, it is sent back to the mixing system.
In most battery plants, recovered NMP is reused together with fresh solvent. It returns to PVDF binder preparation and slurry mixing through fixed pipelines. This stabilizes solvent quality and reduces dependence on new solvent supply.
Because VHPS operates with a closed heat-pump loop, most thermal energy remains inside the system. This directly reduces both solvent purchasing cost and waste liquid handling cost.
Today, NMP solvent recovery systems based on adsorption and distillation are widely implemented in commercial lithium-ion battery production lines, reflecting their maturity at industrial scale.
Selection Considerations and Practical Application Limits

No solvent recovery technology is universal, and experienced engineers value clear boundaries.
VHPS is best suited for applications where space is limited, solvent value is high, and purity requirements are strict. Lithium-ion battery manufacturing meets all three conditions.
For extremely large single-line capacities, a hybrid configuration may be considered. Conventional pre-concentration can be combined with VHPS for final purification. The system is designed to integrate into such setups without major redesign.
Understanding these limits strengthens confidence rather than weakening it.
Conclusion
As lithium-ion battery production scales up, solvent recovery is no longer a side utility. It directly affects operating cost, regulatory compliance, and plant layout. Traditional recovery systems built around tall columns and steam increasingly struggle to fit the constraints of modern battery factories.
VHPS addresses this by combining supergravity separation with an MVR heat pump loop. The result is a compact, electrically driven solvent recovery system that supports high-purity reuse, stable operation, and modular capacity expansion, while fitting into real coating lines rather than forcing the plant to adapt to the equipment.
Final Thoughts from an Engineering Perspective
If you are evaluating solvent recovery options for a new battery line or an existing plant upgrade, VHPS can be engineered around your real constraints: space, energy supply, solvent purity, and operating stability.
Browse our website and communicate with our engineers to evaluate your NMP or electrolyte solvent process, and we will provide you with a comprehensive turnkey solution.




{kind=link}